Рабочее определение лин шесть сигм. Lean Six Sigma Лин Шесть СигмаМетоды бережливого производстваLean Manufacturing
Майкл Джордж
Глава из книги «Бережливое производство + шесть сигм в сфере услуг. Как скорость бережливого производства и качество шести сигм помогают совершенствованию бизнеса»
Издательство "Манн, Иванов и Фербер"

Рис. 2. Нормальное распределение Пределы нормального распределения составляют 6 а
Показатели, применяемые в концепции шести сигм, позволяют сравнить распределение реальных результатов с диапазоном приемлемых значений (требований клиента). Дефект - это любое значение, не соответствующее требованиям клиента. Чем большая площадь под кривой распределения попадает в диапазон требований клиента, тем выше уровень сигмы. Чтобы сравнивать разные процессы, вместо числа дефектов используют понятие «процента» дефектов (или «дефектов на миллион возможностей»).

Уровню шести сигм соответствует процесс, который дает 3,4 дефекта на миллион возможностей с учетом ожидаемых отклонений.
Вот один из примеров: любое предприятие, которое планировало развернуть строительство в Форт-Уэйне, вскоре выясняло, что заниматься бизнесом в этом городе, мягко говоря, проблематично. Среди прочего одно лишь получение необходимых разрешений нередко занимало почти два месяца (в среднем 51 день). Команда сотрудников муниципалитета осуществила бенчмаркинг и выявила упущения, из-за которых Форт-Уэйн не мог конкурировать с другими городами, где подобный вопрос решался менее чем за месяц.
Команда, которой было поручено усовершенствовать процесс получения разрешений, вскоре определила наиболее важные этапы, устранила лишние операции и разработала стандартизированные процедуры с четкими директивами. Когда процесс стал осуществляться по-новому, 95% разрешений стало выдаваться менее чем за 10 дней. Многие потребители - фирмы, которые раньше не желали разворачивать строительство в Форт-Уэйне, - сразу заметили это улучшение.
Азбука бережливого производства
Любая дисциплина имеет свой язык, и бережливое производство - не исключение. Существует ряд терминов, которые понадобятся вам для понимания бережливого производства и изучения его возможностей (все они встретятся вам в этой книге) .
Время выполнения заказа и скорость процесса
Время выполнения заказа показывает, сколько времени требуется для поставки продукта или оказания услуги с момента получения заказа. Осмыслить факторы, влияющие на время выполнения заказа, помогает несложная формула, известная как закон Литтла (по имени математика, который его доказал):
Это равенство позволяет определить, сколько времени понадобится на завершение единицы работы (время выполнения заказа), зная объем неоконченной работы (незавершенное производство) и количество работы, которое мы можем выполнить в день, неделю и т. д. (производительность).
Закон Литтла значит гораздо больше, чем может показаться на первый взгляд. Большинство из нас понятия не имеет о производительности, не говоря уже об уровне отклонений. Сама мысль о необходимости проследить каждый этап процесса выполнения заказа - особенно если такой процесс продолжается несколько дней или недель - приводит нас в уныние. (Вспомните историю с получением разрешений в городе Форт-Уэйне и представьте, каково отследить процесс, который занимает 51 день.) Располагая значениями двух переменных, входящих в это равенство, мы можем определить третью. Иными словами, если вам известны объемы незавершенного производства и производительность, вы можете определить время выполнения заказа. Если вам известно время выполнения заказа и производительность, вы можете оценить объем незавершенного производства в процессе.
Незавершенное производство
Порой те, кто имеет дело с оказанием услуг, избегают термина «незавершенное производство», поскольку этот термин традиционно связывают с производственной линией. Однако само понятие применимо практически к любому процессу. Если вы испытываете потребность трансформировать данный термин бережливого производства применительно к вашей деятельности, попробуйте подумать о незавершенном производстве как об «объектах» в процессе. Эти «объекты» могут представлять собой требования потребителя, квитанции, которые нужно обработать, телефонные звонки, на которые нужно ответить, отчеты, которые следует закончить, и т. д. - речь идет о любой работе, ждущей завершения. Почти везде в этой книге используется термин «незавершенное производство». Столкнувшись с ним, подумайте о собственной работе и о том, сколько неоконченных дел лежит у вас на столе, дожидается своего часа в компьютере или на автоответчике. Все это - незавершенное производство.
Цель бережливого производства - создать условия для того, чтобы у вас было достаточно ресурсов и работа выполнялась в заданном темпе в соответствии с запросами клиента. Еще важнее то, что благодаря стандартизированному процессу бережливое производство позволяет оперативно реагировать на сигналы клиента, а это значит, что оно делает процесс предсказуемым, управляемым и стабильным.
Джим Камински
, помощник вице-президента, Bank One
Задержки / время ожидания
Незавершенное производство означает наличие работы, которая ждет, пока ею займутся. Говоря языком бережливого производства, эта работа «стоит в очереди»; и время, в течение которого ею не занимаются, называется «временем ожидания». Время в очереди, независимо от продолжительности и причин, представляет собой задержку.
Работа, добавляющая и не добавляющая ценность
Когда вы начинаете отслеживать поток работы, вам становится ясно, что некоторые операции добавляют ценность с точки зрения клиента (и по этой причине называются работой, добавляющей ценность). Чтобы проверить, добавляет ли данная работа ценность, задайте себе вопрос, согласится ли ваш клиент оплатить ее, если будет знать, что затраты на нее входят в общую цену продукта. Если, по всей вероятности, он откажется за нее платить или предпочтет вести дела с поставщиком, который не имеет подобных затрат, речь идет о работе, не добавляющей ценности.
Эффективность процесса
Для любого процесса оказания услуг весьма важный показатель - доля полного времени цикла, которая тратится на действия, добавляющие ценность. Этот показатель одновременно показывает долю потерь и называется эффективностью цикла процесса. Он представляет собой отношение времени добавления ценности к общему времени выполнения заказа:
Эффективность процесса = Время добавления ценности для клиента / Общее время выполнения заказа.
Если эффективность процесса ниже 10%, значит, процесс перегружен не создающими ценность потерями и его можно усовершенствовать.
Потери
Как мы только что показали, к потерям относится все, что не добавляет ценность с точки зрения клиента: время, затраты, работа. Некоторое количество потерь есть во всех организациях, так как везде есть слабые места. Именно их и следует ликвидировать при оптимизации. Объемы потерь в любой деятельности пропорциональны продолжительности задержек в ходе работ. Бережливое производство учит нас распознавать и устранять потери, вместо того чтобы бездумно следовать проторенным путем. В практике бережливого производства выделяется семь видов потерь.
Основные уроки бережливого производства
Изложенное выше позволяет сделать несколько на первый взгляд очень простых, но чрезвычайно важных выводов, говорящих о том, что с помощью бережливого производства мы можем быстро добиться улучшений. Вот выводы, которые далее будут рассматриваться более подробно.
- Большинство процессов не являются «бережливыми» и имеют показатель эффективности процесса менее 10%.
- Первостепенное значение имеет сокращение объемов незавершенного производства (будучи не в состоянии контролировать незавершенное производство, вы не можете контролировать время выполнения заказа).
- Каждый процесс должен работать по системе «вытягивания», а не по системе «проталкивания», что позволяет устранить отклонение времени выполнения заказа.
- Около 20% работ порождает 80% всех задержек.
- Невозможно совершенствовать то, что вы не видите: нужно визуализировать процесс на основании данных.
Урок №1. Большинство процессов не являются "бережливыми"
Полагаю, вы не удивитесь, узнав, что в «небережливых» процессах оказания услуг основная часть работы - 50% и более - приходится на операции, не добавляющие ценность. Это обстоятельство можно наглядно представить на карте процесса, используя цвета или иные приемы, позволяющие визуально отличить работу, добавляющую ценность, от работы, не добавляющей ценность. Так, рис. 3 показывает начальный фрагмент базовой блок-схемы, составленной командой Lockheed Martin. Эта команда обнаружила, что 83% работ, выполняемых между размещением заказа на поставку и получением продукции, не добавляют ценность (то есть являются потерями). Это исправление ошибок, запрос ценовых предложений оптовиков (хотя о ценах можно договориться заранее), получение откорректированных чертежей, иные действия, вызванные задержками на предшествующих стадиях процесса.
Может ли скорость нанести ущерб качеству?
Все мы оказывались в ситуациях, когда требование «работать быстрее» порождало проблемы с качеством и в результате замедляло процессы. Поэтому вполне резонным будет опасение: не нанесет ли бережливый подход, направленный на ускорение процесса, ущерб качеству? Этого не происходит. Почему? Потому что применение бережливого производства сокращает время путем устранения операций, не добавляющих ценность, ликвидирует очереди, сокращает время между операциями, создающими ценность и т. д. Важнейшие стадии процесса, представляющие ценность для клиента, метод бережливого производства, как правило, оставляет в неприкосновенности. Использование инструментов шести сигм применительно к операциям, создающим ценность, позволяет сократить число дефектов, что, в свою очередь, ускоряет прохождение стадий, добавляющих ценность.
Однако, поскольку обычно эти стадии составляют менее 10% общего времени выполнения заказа, повышение скорости процессов, добавляющих ценность, незначительно влияет на скорость процесса в целом. Влияние ощутимо возрастает лишь после устранения действий, не добавляющих ценность.

Рис. 3. Простая блок-схема (наглядно показывающая работы, добавляющие и не добавляющие ценность)
Команда центра снабжения Lockheed Martin обнаружила, что большая часть работ с момента размещения заказа на поставку до получения материалов представляет собой потери (не добавляет ценность). Были проведены мероприятия, позволившие компенсировать ошибки, упущения и задержки на предшествующих стадиях процесса, а также мероприятия по снижению огромного разнообразия разнородных задач (сложность). Подробная проработка потока создания ценности (представление 248 стадий с необходимой степенью детализации) и последующее снижение сложности при помощи стандартизации устранили большую часть потерь. Результаты этих усовершенствований позволили компании вдвое снизить затраты на снабжение.
Урок №2. Первоочередная задача - сокращение незавершонного производства
Давайте еще раз вернемся к закону Литтла.
Время выполнения заказа = Объем незавершенного производства / Производительность.
Это равенство не просто теоретическая конструкция, оно имеет множество практических следствий. Прежде всего оно показывает, что есть два способа снизить время выполнения заказа - либо сокращая объем незавершенного производства, либо повышая производительность. В ходе любой операции, которая не предполагает непосредственного контакта с клиентом, то есть там, где незавершенное производство представляет собой заказы, электронную корреспонденцию или отчеты, а не людей, контролировать объем незавершенного производства гораздо проще, чем повысить производительность. На самом деле вы можете ускорить любой процесс - сократить затраты времени, просто уменьшив объем незавершенного производства и не предпринимая ничего для повышения производительности.
Этот вывод объясняет, как, применяя принципы бережливого производства, удается быстро достичь позитивных результатов. Следует лишь насколько возможно ограничить объем работ, поступающих на обработку в единицу времени. Далее рассказывается, что делать, если незавершенное производство - это «люди» и оптимальный способ сохранения времени выполнения заказа - подключение дополнительных мощностей для наращивания производительности.
Почему нам следует уделять первоочередное внимание незавершенному производству? Для снижения его объема нужен только интеллектуальный капитал. Для повышения производительности необходимы инвестиции или увеличение фонда зарплаты, и то и другое негативно сказывается на размере возврата на вложенный капитал, а следовательно, на акционерной стоимости. Закон Литтла дает математическое обоснование, позволяющее нам применять методы бережливого производства к любым процессам.
Урок №3. "Как сократить это проклятое незавершонное производство?" (Создание системы "вытягивания")
Окиньте взглядом свое рабочее место. Переполнен ли ваш ящик электронной почты непрочитанными сообщениями? Накопился ли у вас длинный список писем, на просмотр которых понадобится несколько дней? Отказывается ли ваш автоответчик принимать новые сообщения? Ждет ли кто-нибудь результатов вашей работы?
Все это разные формы незавершенного производства, работы, которую ждет от вас кто-то другой - коллега или клиент. Как новообращенный сторонник бережливого производства, вы знаете, что для сокращения времени цикла и потерь вы должны уменьшить объем незавершенного производства. Вам известно, что незавершенное производство подобно машинам на автостраде: если машин становится больше, скорость движения на перегруженной дороге падает! Но как это сделать?
Естественно, вы не можете ограничить объем незавершенного производства в процессах, непосредственно связанных с клиентом, когда незавершенное производство - это клиенты, ожидающие обслуживания или желающие приобрести продукт (в таких ситуациях есть иные способы поддержания или сокращения времени выполнения заказа).
Для любой работы, в ходе которой перед вами не стоит клиент, ключ к снижению объемов незавершенного производства дает закон Литтла. В бережливых процессах оказания услуг есть стадия, которая предшествует процессу как таковому, стадия, на которой происходит «накопление» входных факторов (заявок на проведение работ, заказов, звонков и т. д.). Затем кто-то контролирует ввод этих «факторов» в процесс.
Рассмотрим следующий пример. Независимые дистрибьюторы для определения смет на строительные работы нуждались в информации о коммерческих предложениях от отдела маркетинга. Они были недовольны, что у отдела маркетинга на представление этой информации уходило две-три недели. Срок, который их устраивал, составлял три дня.
Рабочая группа в течение нескольких недель собирала данные, показавшие, что персонал отдела маркетинга может обработать в среднем 20 предложений в день. Дистрибьюторы хотели гарантированного 3-дневного срока; полученные данные свидетельствовали о том, что отклонение в процессе требует достижения более жесткого показателя 2,4 дня.
Какой объем незавершенного производства допускался в данном процессе? Обратившись к закону Литтла и подставив в формулу 20 (производительность) и 2,4 (время выполнения заказа), рабочая группа получила максимальный объем незавершенного производства, равный 48 предложениям, - это число предложений «в работе» в любой момент времени.
Время выполнения заказа = 2,4 дня = (Объем незавершенного производства = 48 предложений) / (Производительность = 20 предложений/день).
Чтобы управлять такой системой, они создали стенд для визуального отображения информации о количестве предложений, находящихся в процессе обработки. Предельно допустимым объемом незавершенного производства были 48 заявок, поэтому пока их количество не падало до 47, сотрудник отдела не мог начать обработку новых заявок, как показано на рис. 4.
Секрет, заставляющий эту систему работать, находится в нижнем левом углу рис. 4, где представлен накопитель, обозначенный надписью «вход». (В зависимости от характера вашей работы этот накопитель может представлять собой физическую емкость или электронную базу данных.) Формально заявки не поступают в процесс, пока они находятся в накопителе с необработанным материалом. Единственным сигналом для подачи работы на вход процесса является выход единицы продукции из процесса - это и есть система «вытягивания». Гарантированный срок оказания услуги - около двух с половиной дней отсчитывается с момента поступления заявки в процесс. Иными словами, система «вытягивания» в сфере услуг означает принятие обдуманных решений о моменте запуска работы в процесс. При этом очень важно, как принимаются такие решения: нельзя упустить из виду ценность. В данном случае это вопрос в том, какая заявка вводится в процесс, когда обработка другой заявки завершена. Едва ли здесь уместна обработка заявок в порядке поступления, поскольку некоторые заявки обещают перспективные заказы на крупные суммы, тогда как другие касаются небольших заказов, содержат сомнительные ценовые предложения или, по-видимому, будут отклонены.

Рис. 4. Система «вытягивания» для коммерческих предложений на продажу
Решить вопрос о порядке обработки позволяет определение приоритетности предложений в зависимости от перспективности. Каждая заявка характеризуется следующими тремя параметрами, каждый из которых оценивается по трехбалльной системе:
- сложность расчета;
- конкурентное преимущество;
- валовая прибыль в долларах.
Баллы по каждому из критериев для каждого предложения перемножаются. В первую очередь на обработку подаются предложения, имеющие самый высокий рейтинг, даже если другие заявки ждут своей очереди более продолжительное время. (Новая заявка с рейтингом 9 вводится в процесс быстрее, чем заявка с рейтингом 6, поданная ранее). Используя такую систему, персонал маркетингового отдела при прежней численности смог обеспечить рост показателей валового дохода на 70% и увеличить валовую прибыль на 80%. (Разумеется, компания могла поднять производительность, увеличив численность персонала маркетингового отдела и понеся огромные расходы.)
Как создать собственную систему «вытягивания»?
Как заставить такую систему работать на вас? Ниже приводится примерная последовательность действий.
- Определите/утвердите желаемый уровень сервиса. Спросите у клиента, какой уровень сервиса желателен для него.
- Определите скорость выполнения работ вашей рабочей командой (на основе данных).
- Используйте закон Литтла для определения максимально допустимого объема незавершенного производства.
- Ограничьте объем незавершенного производства полученным максимальным значением.
- Помещайте всю поступающую работу во входной накопитель.
- Разработайте систему определения приоритетов для очередности ввода в процесс работы из накопителя.
- Продолжайте дальнейшее совершенствование процесса, которое позволит вам повышать скорость выполнения работы и добиваться дальнейшего сокращения времени выполнения заказа.
Позитивное воздействие метода «бережливое производство + шесть сигм» на подобные ситуации имеет два аспекта: во-первых, в сфере оказания услуг решение принимается, а раньше такого не было, на основе данных (отклонения спроса, незавершенное производство и производительность). Во-вторых, при этом используются инструменты скорости и качества, которые берут на вооружение те, кто готов потратить время и силы, чтобы довести дело до конца.
Осторожно! Не обращайтесь с клиентом как с запасами или сырьем!
Система «вытягивания», описанная выше, работает, когда на входе на обработку подаются документы, электронная корреспонденция, телефонные звонки и т. д. Но в процессе непосредственного общения с клиентом вы должны поддерживать время реакции и производительность процесса оказания услуг на приемлемом уровне, что бы ни случилось. Когда в качестве незавершенного производства выступают клиенты, вы не можете создать из них запасы, как не можете увеличить время ожидания услуги, а следовательно, и время выполнения заказа. Закон Литтла говорит о том, что единственной возможностью в данном случае будет повышение производительности.
Одной из проблем операций, предполагающих непосредственный контракт с клиентом, служат высокие отклонения спроса, при этом часы наплыва клиентов чередуются с периодами спада деловой активности.
Если динамика такого чередования является предсказуемой, можно повысить производительность, меняя соответствующим образом численность обслуживающего персонала: в часы пиковой нагрузки можно привлечь дополнительных работников, как делается в центрах обработки звонков (call-center). Если отклонения спроса непредсказуемы, следует применять теорию очередей, которая позволит вам вычислить, как разные факторы, такие как отклонения поставок или спроса, влияют на незавершенное производство (а следовательно, на время выполнения заказа). Например, рис. 3.11 из книги «Бережливое производство + шесть сигм: Комбинируя качество шести сигм со скоростью бережливого производства», который воспроизводится на рис. 5, показывает, что, если вы имеете резервы по производительности на уровне 20%, вариация спроса практически не влияет на время ожидания клиента.

Рис. 5. Негативное воздействие отклонения максимально при работе на пределе производительности
Резервные мощности можно обеспечить, привлекая персонал из других отделов, обученный смежным специальностям, или используя систему приоритетов (как в системе «вытягивания», описанной выше), при которой оказание более сложных услуг поручается более опытным сотрудникам.
Урок №4. Эффективность процесса позволяет выразить ваши возможности количественно
Обычно эффективность процессов в сфере услуг составляет около 5% (табл. 1), то есть 95% рабочего времени проводится в ожидании. Ужасно? Еще бы. При этом дело не только в задержках. Старая поговорка права: чем дольше работа остается неоконченной, тем дороже она стоит. В бережливых процессах время добавления ценности составляет более 20% общего времени цикла.
Таблица 1. Эффективность процесса

Не удивляйтесь, если окажется, что эффективность процессов в вашей организации ниже 5%. Не унывайте. Опыт свидетельствует, что, применяя основные инструменты метода «бережливое производство + шесть сигм», вы быстро начнете пожинать плоды и сумеете снизить затраты как минимум на 20%.
Эффективность процесса можно представить наглядно, отделив время, добавляющее ценность, от не добавляющего ценность на графике времени создания ценности, как показано на рис. 6. (Такое наглядное представление помогает расшевелить и заинтересовать людей!)

Рис. 6. Временная ось создания ценности
Идея карты времени создания ценности достаточно проста. Нужно проследить процесс обработки любой единицы продукции и отнести затраченное время к одной из трех категорий: 1) добавляющее ценность, 2) неизбежные потери - они являются неотъемлемым аспектом ведения бизнеса (работа, за которую клиенту не хочется платить, но без которой не обойтись, - бухгалтерское дело, соблюдение юридических и других норм) и 3) задержки/потери. Затем изобразите временную шкалу и нанесите на нее все три категории. В приведенном примере, касающемся снабжения в Lockheed Martin, вы видите, что с момента приема заявки центром по снабжению до размещения заказа проходит четыре дня. Работа, добавляющая ценность (темные участки над средней линией), показывает, что в течение этих четырех дней закупщик потратил на обработку заказа 14 минут. Большая часть времени, которое изображено как пустое пространство, представляет собой время ожидания. Первоначально этот процесс имел эффективность менее 1% (14 минут из 4 дней, или 1920 минут).
Временная ось создания ценности отслеживает движение единицы продукции в ходе процесса и учитывает затраченное время. Над средней линией показано время, добавляющее ценность с точки зрения потребителя; остальное - потери.
Урок №5. 20% работ порождает 80% задержек
Добиться основной цели бережливого производства - скорости - можно одним-единственным путем: избавиться от всего, что замедляет процесс. Составление карт процесса и сбор данных о времени цикла, отклонениях и сложности позволит вам вычислить время задержки на каждой отдельной операции процесса. Опыт показывает, что в любом процессе с эффективностью, составляющей 10% и менее, 80% времени выполнения заказа «съедается» менее чем 20% операций - еще один пример эффекта Парето в действии! Эти 20% получили название «скрытые потери времени», которые становятся очевидными при составлении карт потока создания ценности и могут быть представлены в виде графика времени создания ценности (как на рис. 6).
Выявление скрытых потерь - одна из важнейших проблем, поскольку приоритетность в данном случае определяется продолжительностью задержки. Правильно определив приоритетность целевых показателей, вы будете располагать мощным рычагом воздействия на финансовые результаты совершенствования.
Урок № 6. Нельзя совершенствовать то, что вы не видите
Если возможности сокращения затрат и времени выполнения заказа в сфере оказания услуг столь велики, почему бы не применять «бережливое производство + шесть сигм» чаще?
Одним из очевидных преимуществ производства является возможность увидеть и отследить поток работы. Вы идете вдоль производственной линии и видите, как обрабатывается изделие и как, перемещаясь с одного рабочего места на другое, сырье или материалы превращаются в конечный продукт. Этот поток всегда документируется в диспетчерском отделе, который регистрирует работу, добавляющую ценность. Кроме того, вы видите материальные свидетельства наличия потерь (продукция, требующая доработки, отходы производства, задержки) в виде груд незавершенного производства или брака.
При оказании услуг большая часть работы остается невидимой. Одним нажатием клавиши кто-то отправляет отчет в другой офис в конце коридора или в любую точку земного шара. Кто-то нажимает кнопку на телефоне и переключает клиента с одного отдела (например, обслуживания клиентов) на другой (технической поддержки).
В сфере услуг труднее увидеть не только поток (процесс). Почти столь же сложно оценить объем незавершенного производства. Да, кое-кто из нас может оценить его объем, взглянув на кипу бумаг на столе или сосчитав, сколько людей стоит в очереди в ожидании обслуживания. Но гораздо чаще «работа» имеет менее зримые формы - например, отчеты или заказы в электронном виде, ждущие обработки, 20 электронных писем, на которые нужно ответить, 10 клиентов, «висящих» на телефонной линии.
Но хотя в сфере услуг сложно сделать поток работы видимым, его осмысление и оценка объема незавершенного производства - необходимые условия применения инструментов бережливого производства для повышения скорости и сокращения потерь. Чтобы «сделать невидимое видимым», можно использовать различные карты, включая карты потока создания ценности, с которыми вы будете многократно встречаться в этой книге (пример такой карты приводится на рис. 7) .
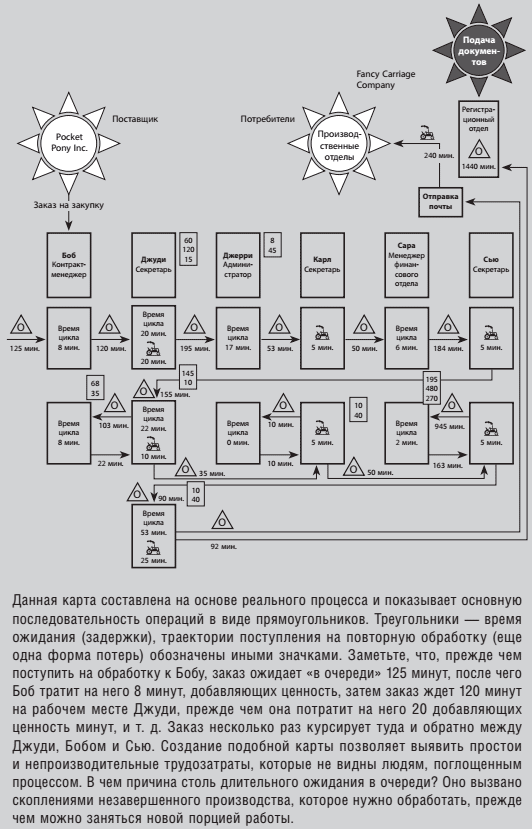
Рис. 7. Карта потока создания ценности (карта потока процесса)
Кроме того, рис. 7 показывает, что многие управленческие процессы чрезмерно сложны. Так, в одной компании утверждение внесения изменений в конструкцию требует подписи семи менеджеров, и бланк утверждения неделями путешествует по семи лоткам для входящих документов. Такой процесс оказания услуг вызывает серьезные проблемы в производственном процессе, поскольку он мешает своевременному изменению чертежей (и изделий, которые изготавливаются по этим чертежам). Длительный цикл подобного процесса принятия решений означает, что после выявления проблемы с качеством доработки будут продолжаться еще очень долго даже после создания новых чертежей, по которым можно изготовить изделия без дефектов.
Когда в компании изучили процессы получения всех семи подписей более внимательно, стало ясно, что пять из семи менеджеров не обладают знаниями и квалификацией, значимыми для работы. Этим пяти менеджерам было вполне достаточно получать уведомление об утверждении нового документа, что не нанесло бы процессу ни малейшего ущерба. В их адрес по-прежнему отсылалась копия данного документа, поскольку им было полезно узнать о внесенных изменениях, но они были исключены из процесса принятия решения. Теперь два оставшихся менеджера успевают менее чем за неделю изучить форму и решить все вопросы, после чего процесс может продолжаться дальше.
Визуальный менеджмент
Обилие инструментов визуального менеджмента, которые использует бережливое производство, объясняется преимуществами наглядного представления незавершенного производства, затрат и сферы компетенции сотрудников. Эти инструменты позволяют:
- определить и наглядно представить приоритеты в работе;
- наглядно представить ежедневные показатели эффективности процесса («был ли день удачным или нет?»);
- создать благоприятные условия для общения в рабочей зоне, а также между менеджментом и персоналом;
- обеспечить обратную связь с членами рабочих команд, мастерами (супервайзерами) и менеджерами и дать возможность всем сотрудникам внести свой вклад в непрерывное совершенствование.

Рис. 8. Доска такта для регистрации заказов
На простейшем уровне визуальный менеджмент может включать вывешивание на доске объявлений карт процесса (где показано, как должен осуществляться процесс) или списка показателей, для того чтобы все в рабочей зоне могли видеть, насколько успешно или неуспешно осуществляется процесс. Рис. 8 показывает особую разновидность инструмента визуального менеджмента, который называется доской такта - takt board (слово takt по-немецки означает «метроном»). Такие доски используются для поддержания желаемого ритма или темпа процесса. На доске отражены желаемые показатели «ритма производства» (с учетом требований клиента и пределов объема незавершенного производства) и показатели фактической скорости, с которой работают участники процесса. Группа, разработавшая эту доску, определила допустимый предел незавершенного производства и использует ее, чтобы поддерживать число заявок в процессе на уровне 48 штук. Далее будет рассказываться о других инструментах визуального менеджмента.
Примеры применения производственных инструментов бережливого производства в сфере услуг
Несколько лет назад отдел системной интеграции компании Lockheed Martin сосредоточил большую часть работ по снабжению в центре закупок материалов для среднеатлантического региона (Mid-Atlantic Region) - MAC-MAR. Этот центр обслуживает 14 регионов, имеющих разные адреса («клиенты» MAC-MAR). Многие из этих региональных участков приобретены во время слияний в оборонной промышленности в 1990-е годы и работают с различными компьютерными системами, унаследованными от прошлого.
Каждый снабженец центра отвечает за поставки определенного перечня изделий. Снабженцы подключаются к компьютерной системе соответствующего участка, обрабатывают требования на закупку и лишь после этого переходят к работе с другим участком. Это подключение и отключение представляло собой проблему. Из-за того что разные участки использовали разные компьютерные системы, у снабженца в среднем уходило 20 минут, чтобы переключиться с одного клиента на другого. На языке бережливого производства подобная ситуация называется длительным временем переналадки. Однако в то время - до появления программы LM21 - никто из работников снабжения не был обучен бережливому производству, а следовательно, не называл и не воспринимал данную операцию как время переналадки и не задумывался, как это отражается на процессе в целом.
Снабженцам MAC-MAR мешало не только длительное время физического переключения с одной компьютерной системы на другую. Дело было еще и в «переналадке» мыслей («кривой обучения»), которая тоже представляла собой проблему: отсутствие единообразия систем означало, что снабженцы должны были постоянно переключаться с одних инструкций на другие, пытаясь запомнить 14 разных обозначений для одной детали и т. д.
Как бы действовали в такой ситуации вы? Снабженцы работали так: сначала они обрабатывали все заявки с одного участка и лишь потом переходили к следующему. В среднем на обработку запросов одного клиента у них уходил целый день, и только после этого они могли переключиться на следующий участок. Если рассматривать производительность как число заказов, размещаемых в течение часа, она была довольно высока, но, если принять во внимание приоритетность данных заказов, снабженцы большую часть времени размещали заказы неверно. А когда в системе присутствует избыток незавершенного производства, можете не сомневаться, что по закону Литтла время выполнения заказа будет весьма длительным.
Рис. 9 показывает, как обрабатывались заказы до усовершенствования процесса. Подключившись к одному из участков, снабженцы старались обработать все поступающие оттуда заявки - как срочные, так и те, что могли подождать.

Рис. 9. Фрагмент интерфейса программы, которая использовалась раньше
Из-за нестандартных компьютерных систем сотрудники центра снабжения Lockheed Martin не могли одновременно работать с несколькими участками. Чтобы переключиться на следующий участок, им требовалось 20 минут. Вполне понятно, что, подключившись к одному из участков, они стремились сразу обработать все заказы, прежде чем переключаться на следующего клиента.
Особенности философии бережливого производства
Для бережливого процесса характерны:
- эффективность процесса более 20%;
- фиксированный предел объема незавершенного производства, позволяющий контролировать скорость;
- использование системы «вытягивания», при которой новая работа поступает на обработку, лишь когда соответствующая работа на выходе передается на следующую операцию;
- использование визуального отображения информации для управления процессом и наблюдения за ним (например, показать состояние различных изделий или услуг в процессе или перечень дополнительных идей по снижению времени выполнения заказа).
Проблема заключалась в том, что при таком процессе совершенно не учитывались сроки, необходимые прочим клиентам: срочный заказ участка D должен был ждать, пока снабженец обработает все заказы участков A, B и C. В результате у снабженца уходило 14 и более дней так называемого времени оборачиваемости для клиента (customer turnover time) на то, чтобы пройти полный цикл обработки заявок всех клиентов. Это вело к длительному времени выполнения заказа, задержкам в выставлении счетов по важнейшим проектам и вызывало необходимость в сверхурочных на производстве (рис. 10).

Рис. 10. Отсутствие гибкости процесса снабжения
Поскольку переключение с одного участка на другой было для закупщиков Lockheed Martin чрезвычайно сложным и трудоемким процессом, стандартная процедура предполагала обработку всех заказов одного участка - срочных и несрочных - перед переходом к следующему, как показано на рис. 10. Нетрудно подсчитать, что при обработке данных с 14 участков часто проходило 14 дней и более, прежде чем снабженец был готов принять у участка очередную партию заказов.
Более того, одно и то же изделие, например процессор Intel Pentium, могло быть заказано 14 раз под 14 разными внутренними обозначениями (при этом объем каждого заказа мог составлять 1/14 от общего количества), что повышало затраты на одно изделие и увеличивало общее время ожидания и доставки в 14 раз.
Карта потока создания ценности показала, что большую часть задержек в процессе снабжения в целом порождала проблема «переналадки», которая и представляла собой основные скрытые потери времени. Было понятно, что, если не решить эту проблему, прочие усовершенствования бесполезны. Эти выводы подтверждал «голос клиента»: важнейшим моментом для участков-потребителей было ускорение выполнения заказов на поставку и снижение затрат на снабжение.
Команда MAC-MAR составила карту процесса, определила величину незавершенного производства на каждой стадии, выявила самые продолжительные задержки, определила сложность и поняла, что решение данной проблемы имеет две составляющие:
- следует разработать программу, которая будет совместима с компьютерными системами всех участков и сможет группировать заказы в соответствии с видами изделий, отображая сведенные данные воедино (это позволит избавиться от задержек из-за постоянной переналадки при подключении к разным системам);
- структура программы должна позволять снабженцам сортировать заказы по срокам поставки и видам изделий.
Результат представлен на рис. 11. Вместо информации по одному участку, теперь здесь сведены воедино только срочные заказы со всех участков. Щелкнув по соответствующему наименованию изделия, можно получить информацию по заявкам на закупку и ознакомиться с их историей. Дальнейшие преобразования включали расширение номенклатуры изделий, которые поставляются по заключенным договорам, что позволяет закупщикам оформить заказ одним нажатием клавиши (вместо того чтобы перенастраивать систему для оформления отдельных заказов), и множество других усовершенствований.

Рис. 11. Вид интерфейса после преобразований
На первый взгляд информация на экране почти не отличается от представленной первоначально (рис. 9). Однако возможность сортировки заказов, полученных со всех участков в порядке приоритетности поставок, означает, что теперь есть возможность объединить информацию, полученную с разных участков при помощи разных программ.
Преодоление проблем работы с разными программами повысило гибкость процесса закупок.
- Время переналадки сократилось с 20 минут практически до нуля.
- Размер партии теперь составляет 1 заказ, поскольку при размещении заказов снабженцу не нужно переключаться с одного участка на другой.
- Время цикла, которое раньше превышало 14 дней, теперь не превышает 1 дня (если снабженец начинает с участка А, он может обработать все срочные заказы и вернуться к участку А в тот же день).
- Незавершенное производство: клиенты привыкли ждать в очереди до 14 дней, среднее значение ожидания составляло 7 дней или 56 часов. Теперь максимальное время ожидания составляет 2 часа, а среднее - 1 час.
- Производительность повысилась - вместо обслуживания одного клиента за 8-часовой рабочий день теперь каждые 2 часа обрабатываются заказы 14 клиентов (что соответствует 56 клиентам в день).
Кому удобна такая работа - вам или клиенту?
Рабочая группа MAC-MAR внесла в процесс и другие изменения (в том числе расширила перечень предварительно оговоренных условий). В целом все эти изменения позволили снизить цены на снабжение на 50%, время выполнения заказа снизилось на 67% на товары массового спроса (с 6 до 2 месяцев), благодаря своевременным поставкам производительность предприятия повысилась почти на 20%, а средние удельные издержки на материалы снизились на 6,4%. Этот пример иллюстрирует еще одно важнейшее открытие бережливого производства: скорость любого процесса пропорциональна его гибкости. Изначально существующий в Lockheed Martin процесс был очень негибким (скорость оборачиваемости для потребителя составляла 21 день); когда процесс переключения между клиентами существенно упростился, снабженцы смогли значительно ускорить процесс.
Время переналадки и обработка партиями при оказании услуг
Многим не приходит в голову, что при оказании услуг тоже существует время переналадки. Ведь если переход от обслуживания одного потребителя к обслуживанию другого занимает у вас определенный отрезок времени или вам требуется время, чтобы достичь нормальной производительности, речь идет именно о времени переналадки. Если же вы откладываете обслуживание клиента (внутреннего или внешнего), поскольку вам удобнее продолжить выполнение текущей работы, то удобнее вести обработку партиями. В главе 11 рассказывается, как устранить эти источники задержек процесса.
Почему бережливому производству не обойтись без шести сигм?
Метод бережливого производства весьма эффективна при оптимизации времени выполнения заказа и устранении затрат, не создающих ценности, и все же остается ряд серьезных проблем, которые не освещаются даже в самой передовой литературе по бережливому производству. Решить эти проблемы помогает метод шести сигм, и именно поэтому он служит необходимым дополнением к бережливому производству.
1. Метод бережливого производства не содержит определенных предписаний в отношении культуры и инфраструктуры, необходимых для получения стабильных результатов
Большая часть источников по бережливому производству не затрагивает вопроса об инфраструктуре, которая необходима, чтобы успешно внедрять проекты бережливого производства и не только добиваться соответствующей скорости, но и поддерживать ее. На деле многим компаниям, которые внедряют у себя бережливое производство, волей-неволей приходится разрабатывать инфраструктуру, сходную с инфраструктурой шести сигм, но, вместо того чтобы сразу взять на вооружение традиционную структуру шести сигм, они делают это лишь под давлением обстоятельств. Компании, которые применяют лишь бережливое производство, часто неспособны реализовать этот метод в масштабах всей организации и добиться стабильных результатов, поскольку не располагают четкой организационной инфраструктурой шести сигм. Такая инфраструктура обеспечивает вовлечение в процесс высшего руководства, позволяет наладить обучение, закрепить распределение ресурсов и т. д. В ее отсутствие успех бережливого производства зависит лишь от личной инициативы. Я не раз видел, как успешные программы внедрения бережливого производства сходили на нет при смене руководства. В этом отношении метод шести сигм менее уязвим (хотя нельзя сказать, что он абсолютно невосприимчив к подобным проблемам): он исходит из того, что в первую очередь следует отстаивать интересы акционеров. Любая книга по шести сигмам подробно рассматривает вопрос о стабильной инфраструктуре, однако этот вопрос не затрагивается ни в одной книге о бережливом производстве.
2. Отсутствует ориентация на критически важные характеристики с точки зрения потребителя
Требуя выявления составляющих процесса, которые добавляют ценность, бережливое производство включает некоторые элементы ориентации на потребителя, но его подход является интроспективным . Тот, кто составляет карту потока создания ценности, принимает решение, учитывая, добавляет данная операция ценность или нет. В отличие от такого подхода, метод шесть сигм определяет, в какие моменты следует включить в процесс совершенствования «голос клиента» и «голос поставщика». Важнейшим показателем этого метода являются критически важные для клиента характеристики, средства для учета «голоса клиента» предусматриваются на этапе «Определение» цикла DMAIC (Определение - Измерение - Анализ - Совершенствование - Контроль). Иными словами, бережливому производству недостает ориентации на потребителя, которая пронизывает работу в рамках шести сигм.
По моему опыту, большинство тех, кто работает в сфере оказания финансовых услуг, проявляет интерес к шести сигмам, считая, однако, что методы бережливого производства уместны скорее в условиях производства. Однако, познакомившись с бережливым производством на собственном опыте, они меняют свое отношение, видя, что эти методы быстрее и проще. Применение инструментов шести сигм требует больших усилий.
Дэрил Грин
, старший вице-президент, Bank One
3. Бережливое производство не признает влияния отклонений
Бережливое производство не располагает инструментами, позволяющими снизить отклонения и обеспечить статистический контроль процесса . Метод шести сигм считает устранение отклонений ключевым фактором и предлагает широкий арсенал средств борьбы с отклонениями (от статистического управления процессами до планирования экспериментов). Как уже говорилось выше, 10% дефектов могут удлинить время выполнения заказа на 38% и увеличить объем незавершенного производства на 53%. Иными словами, скорость и снижение затрат, достигнутые за счет бережливого производства, могут быть сведены на нет повышением числа отклонений!
Рост процента дефектов - не единственный источник отклонений, которые ведут к увеличению объемов незавершенного производства и времени выполнения заказа.
«Кому нужно бережливое производство? У меня нет времени переналадки!»
Большинство тех, кто занимается оказанием услуг, полагают, что в их деятельности время переналадки отсутствует. Оно ассоциируется у них с мертвыми зонами при переходе с изготовления одного вида продукции на другой на производстве. Однако в процессе переключения с одной задачи на другую, прежде чем производительность достигнет максимума, как правило, имеет место кривая обучения, как мы видели на примере центра снабжения MAC-MAR компании Lockheed Martin. Такая кривая обучения представлена на рис. 12.

Рис. 12. Затраты, связанные с кривой обучения, и производительность
Сотрудник остается «привязанным» к каждой задаче в течение 20 минут, несмотря на то что текущий потребительский спрос требует, чтобы эта задача выполнялась в течение 5 минут. Это аналогично ситуации в Lockheed Martin, где снабженец был «привязан» к одному клиенту целый день, а количество стоящих перед ним «задач» составляло 14, соответственно числу участков (задачи от A до N). В данном случае общее время заказа возрастает в четыре раза. Применение методов бережливого производства позволяет значительно сократить время, которое отнимает кривая обучения.
Вывод: все, что снижает уровень производительности, ведет к увеличению времени выполнения заказа, поскольку люди остаются «привязанными» к выполнению однотипных задач дольше, чем этого требует текущий потребительский спрос. Использование инструментов бережливого производства позволяет значительно сократить время выполнения заказа и свести к минимуму влияние смены видов деятельности на производительность. Одним из основных источников кривой обучения является сложность, то есть многообразие выполняемых задач. Чем больше количество разных задач, чем реже они повторяются, тем круче кривая обучения. Следовательно, снижая сложность, метод «бережливое производство + шесть сигм» позволяет решить проблему кривой обучения.
Существенное влияние на время выполнения заказа оказывают отклонения спроса и времени, которое затрачивается на операции по созданию продукции, при этом бережливое производство не предполагает непосредственного воздействия на названные факторы. Эту связь иллюстрирует рис. 13, где изображены результаты одной из стадий вышеописанного процесса снабжения в Lockheed Martin.

Рис. 13. Влияние отклонений на время ожидания
Представим, что Боб в среднем затрачивает на выполнение определенной задачи 16 минут. Однако из-за вариативности в 68% случаев (одно стандартное отклонение) общее время может отклоняться от среднего в ту или иную сторону на 8 минут, и в этом случае коэффициент отклонения составит 8/16 = 50%. Теперь предположим, что подобное отклонение имеет занятость Боба. Как можно определить по рисунку, если Боб загружен на 90% своих возможностей, работа, которой он занимается, будет ожидать в очереди в среднем 60 минут, чем объясняется примерно половина времени ожидания в очереди. Если же Боб столкнется с особо сложной проблемой, это время может вырасти до 100 минут.
Отклонение оказывает незначительное влияние на процессы, которые работают с большим запасом пропускной способности (левая часть графика). Но большая часть организаций сферы услуг функционирует почти на пределе пропускной способности, а именно в этом случае отклонения оказывают максимальное влияние на продолжительность ожидания работы (или потребителя) «в очереди». Процессы, предполагающие непосредственный контакт с потребителем, часто подвергаются воздействию высоких отклонений спроса, поскольку мы не можем контролировать действия потребителя, который выбирает время контакта на свое усмотрение. Каков вывод? Чем выше отклонения на входе, тем больший резерв пропускной способности следует предусмотреть. Если отклонения невелики или мы тем или иным способом можем контролировать спрос (что более вероятно в случае процессов внутреннего характера), мы можем работать при увеличении нагрузки без риска значительных задержек. Когда я впервые представил этот анализ в Lockheed Martin, Мэнни Дзулуета, вице-президент центра снабжения MAC-MAR Lockheed Martin, сказал: «Это подтверждает наши наблюдения!»
Воздействие отклонений спроса на длительность времени ожидания тем больше, чем выше процент использования процессом существующих мощностей (это видно по крутому подъему кривой справа). Чем существеннее отклонения, тем сильнее это влияние.
Бережливое производство нуждается и в DMAIC
Большая часть описаний бережливого производства начинает решение проблемы со стадии «Совершенствование», минуя стадии «Определение» и «Измерение». Поскольку на стадии «Определение» выявляются масштабы проблемы, а задача стадии «Измерение» - установить ее количественные характеристики и соотнести их с ресурсами, люди часто «откусывают» такую порцию бережливого производства, которую они не в состоянии «прожевать», или теряются в суматохе разнородных усовершенствований.
Почему шесть сигм нуждаются в бережливом производстве?
В методе шести сигм, так же как и в методах бережливого производства, существуют определенные пробелы. Давайте посмотрим, какие недостатки шести сигм помогает восполнить бережливое производство.
Общая идея такова: как показала практика многих компаний, использование шести сигм позволяет добиться многого. Но есть одна трудность. Какой бы инструмент вы ни выбрали, если в нем отсутствует бережливая составляющая, если вы не уделяете внимания повышению скорости и сокращению объемов незавершенного производства, все ваши достижения рано или поздно сойдут на нет. Процесс останется медленным и трудоемким, а затраты будут непомерно высоки. Можно перечислить пять причин, по которым шесть сигм нуждаются в бережливом производстве.
1. Выявление потерь. Хотя составление карты процесса является одним из инструментов шести сигм, оно не предполагает сбора данных (включая время переналадки, время обработки единицы продукции, транспортировку и т. д.), необходимых для численного описания стадий процесса, и выявления операций, которые не добавляют ценности и увеличивают затраты на услугу/продукт. Бережливое производство имеет в своем арсенале мощный инструмент - карту потока создания ценности, которая преодолевает барьеры между функциональными подразделениями и позволяет выявить потери и задержки. Шесть сигм редко рассматривают разные виды деятельности с точки зрения добавления ценности и практически не занимаются устранением операций, не добавляющих ценность. Прежде всего, протокол шести сигм предписывает устранение отклонений, и только если это оказывается невозможным, осуществляется проектирование по критерию шести сигм (DFSS). Бережливое производство исходит из установки, что перестройка процесса (для устранения операций, не добавляющих ценность) в той или иной степени необходима во всех случаях, когда ниже 10%.
2. Повышение скорости процесса и времени цикла. Оптимизация времени цикла и оперативности часто считаются результатом шести сигм. Однако эксперты по шести сигмам не увязывают качество и скорость ни практически, ни теоретически, как не устанавливают предел объему незавершенного производства, необходимый в системе «вытягивания» (эта операция нужна, чтобы сделать время выполнения заказа контролируемым параметром с ограниченным отклонением). Объем незавершенного производства служит важнейшим фактором времени цикла (по закону Литтла). Если не ограничить объем незавершенного производства максимально допустимым пределом, снижение времени цикла останется в мечтах.
Потеря клиента
Одной из самых значительных потерь, которые не принимает во внимание бережливое производство, - это потеря клиента. Вы упускаете связанный с клиентом доход, а затраты на привлечение нового клиента, как правило, значительно выше, чем продажа соответствующего объема услуг или изделий существующему клиенту. Фактически все потери, которые явным образом определяет бережливое производство, для процесса внутренние, а не внешние. Можно доказать, что устранение этих внутренних потерь значительно снижает вероятность потери внешнего потребителя, поскольку вы поставляете услуги быстро, без потерь и с минимальными затратами. Однако вы можете потерять много времени и усилий на оказание услуги, не нужной клиенту, и поэтому шесть сигм применяет более конструктивный подход к учету «голоса клиента» и определяет потерю клиента как дефект.
3. Инструменты повышения скорости. Инструментарий шести сигм редко включает такие инструменты бережливого производства, как всеобщий уход за оборудованием (TPM), распределение ценности во времени, 5S и др. Эти чрезвычайно эффективные инструменты повышения скорости разрабатывались и совершенствовались в течение десятков лет практического применения. Разумеется, чтобы адаптировать их к сфере оказания услуг, требуются определенные усилия, но, пренебрегая ими, вы не добьетесь максимальной производительности процессов.
4. Методы получения быстрых результатов (процесс кайдзен, DMAIC). Бережливое производства располагает методом быстрого совершенствования кайдзен. Он представляет собой краткосрочные, интенсивные проекты, когда группа людей, обладающих соответствующими знаниями, в течение четырехпяти дней целенаправленно и системно осуществляет совершенствование избранного процесса или вида деятельности. Эффективность подобных мероприятий чрезвычайно высока, необходимость быстро добиться осязаемого результата дает мощный импульс творческому мышлению. Как вы узнаете из этой книги, кайдзен играет заметную роль в сфере оказания услуг, хотя зачастую этот метод требует некоторой модификации. Наличие в вашем арсенале оперативного метода усовершенствования обеспечивает отличным катализатором проектов DMAIC. Ориентация бережливого производства на действие позволяет ускорить получение результата.
5. Качество шести сигм достигается гораздо быстрее после устранения этапов, не создающих ценность методами бережливого производства. The Six Sigma Research Institute составил таблицу (рис. 14), которая исследует суммарное воздействие дефектов на реальную пропускную способность. Например, рассмотрим процесс выставления счетов, который включает 20 операций, каждая из которых осуществляется на уровне 4а (выход 99,379%). Общая реальная пропускная способность составит (0,99379) 20 = 88%, что для процессов оказания услуг вполне типично. Такой низкий выход порождает проблемы с дебиторской задолженностью и вызывает необходимость в «выбивании» денег и повторной обработке.

Рис. 14. Реальная пропускная способность
Эта таблица наглядно показывает, что весьма сложно добиться высокого качества процессов с большим количеством операций, и, наоборот, низкое качество гораздо сильнее сказывается на сложном процессе. Наиболее эффективный способ достичь уровня качества в шесть сигм - это одновременное повышение качества и применение принципов бережливого производства для устранения стадий процесса, не добавляющих ценность.
Использование инструментов бережливого производства позволяет быстро (самое большее за несколько недель) избавиться от операций, не добавляющих ценность, скорее всего, их будет не менее половины (10). Таким образом, теперь вместо 20 стадий обработки счета проходят лишь 10. Понятно, что даже без дополнительных мероприятий по повышению качества процесс, включающий 10 стадий, имеет гораздо меньшую вероятность ошибок, чем процесс из 20 стадий.
Реальная пропускная способность при этом возрастает до (0,99379) 10 = 94%. Более высокий выход увеличит рентабельность ваших инвестиций в усовершенствование, и, что еще важнее, скорость процесса удвоится, а это позволит вам не только быстрее поставлять свои услуги клиенту, но и повысить скорость отдачи от использования инструментов качества, вдвое повысив их эффективность.
Сочетая бережливое производство и шесть сигм, вы сможете не только сократить число операций, но и повысить уровень качества оставшихся операций, скажем, до 5а, что повысит реальную пропускную способность до (0,99976) 10 = 99,8%.
Сложная задача для сторонников шести сигм
Порой встает вопрос: что лучше - начать с оптимизации процесса при помощи шести сигм (без устранения стадий, не добавляющих ценность) или сначала ликвидировать стадии, не добавляющие ценность, при помощи методов бережливого производства и лишь потом заняться оптимизацией процесса при помощи шести сигм. Некоторые сторонники шести сигм полагают, что методы бережливого производства (например, систему «вытягивания») следует применять после того, как процесс переходит в управляемое состояние и становится оптимизированным. Однако эту точку зрения легко оспорить: «Разве использование бережливого производства и системы «вытягивания», которые позволят вам контролировать скорость и снизить время цикла, может повредить внедрению шести сигм?» На самом деле одновременное использование арсенала инструментов бережливого производства и шести сигм окажет самое благотворное влияние на культуру предприятия. Отбор проектов следует осуществлять с учетом их влияния на повышение показателя ROIC, а не исходя из того, какой комплекс инструментов потребуется для решения проблемы - тот, что предлагает бережливое производство, или тот, что использует шесть сигм.
Слияние бережливого производства и шести сигм для совершенствования сферы услуг
Известно, что метод «бережливое производство + шесть сигм» - мощное средство реализации стратегии высшего менеджмента и тактический инструмент, позволяющий менеджерам самостоятельных подразделений достичь годовых и квартальных показателей. Если руководство стоит в стороне от программы «бережливое производство + шесть сигм», компании, скорее всего, придется уступить конкурентам, где руководители добавили эти методы в свой арсенал.
Слияние основных положений бережливого производства и шести сигм позволяет нам сформулировать пять «законов», определяющих направления работ по усовершенствованию. Ниже представлены первые четыре (их нумерацию мы начали с 0, поскольку этот закон является основой для остальных).
0. Закон рынка. Вопросы, критические для качества с точки зрения клиента - важнейший приоритет совершенствования, за которым следует возврат на инвестированный капитал (ROIC) и чистая приведенная стоимость (NPV). Мы называем этот закон Нулевым законом, поскольку он является фундаментом для прочих.
1. Закон гибкости. Скорость любого процесса пропорциональна гибкости данного процесса (см. рис. 10).
2. Закон фокусирования. За 80% задержек в любом процессе отвечает 20% всех операций.
3. Закон скорости. Скорость любого процесса обратно пропорциональна объему незавершенного производства (или числу «объектов» в работе). Закон Литтла гласит: число объектов в процессе увеличивается из-за длительного времени переналадки, переработки, отклонений спроса и предложения, времени и сложности предлагаемого продукта.
4. Закон сложности и затрат. Как правило, сложность предлагаемой услуги или продукта увеличивает не добавляющие ценность работы и объем незавершенного производства на большую величину, чем низкое качество (низкий уровень сигм) или невысокая скорость (отсутствие бережливого производства).
История успеха. Новые традиции Lockheed Martin
Компания Lockheed Martin образовалась в результате объединения Lockheed и Martin-Marietta (одно из ряда многочисленных слияний) в 1995 году, поэтому формально этому предприятию около семи лет. Но спросите людей, которые здесь работают, и они скажут вам, что компания чувствует себя еще моложе, поскольку не далее как два года назад большинство сотрудников были тесно связаны со своими прежними организациями, и Lockheed Martin представляла собой скорее разнородную группу из 18 корпораций, чем единое образование.
Два года назад зародилась программа «LM21 - операционное совершенство», в основу которой был положен метод «бережливое производство + шесть сигм». По мнению Майка Джойса, вице-президента LM21, именно этот метод стал для компании консолидирующим началом, которое помогло сотрудникам научиться всем вместе работать на общую цель. Ниже рассказывается о том, как им удалось этого добиться.
Бизнес-идея
Успехи Lockheed Martin во многом определяются изобретениями, крупными научно-техническими достижениями и качеством исполнения. Это объясняет, почему такая значительная часть работ по совершенствованию приходится на оказание услуг: разработка, снабжение, проектирование, поддержка в течение срока службы, наем сотрудников, выставление счетов заказчикам, юридическое сопровождение и т. д. Снабжение - тоже услуга, которая выходит на первый план, поскольку около 50-60% затрат на каждый вид продукции приходится на закупки или работы по субподряду.
Как говорит Джойс: «Нам никогда бы не пришло в голову оснащать новые истребители радиолокаторами образца 1975 года, но тем не менее нам казалось вполне приемлемым, что в нашей цепочке поставок используются бизнес-процессы 1975 года. Нам нужно не только разработать новый радиолокатор, мы должны досконально проработать сам процесс создания этого радиолокатора».
Правительство заключило с Lockheed Martin контракт на работу, которую сама компания определяет как «создание программного обеспечения», - разработку программных решений по индивидуальным заказам для обеспечения конкретных нужд клиента. В компании говорят: «Научно-технические достижения и новаторские решения - часть нашей повседневной работы». Недаром 50 тыс. из 125 тыс. сотрудников компании Lockheed Martin - это ученые и инженеры.
Вопрос традиций в Lockheed Martin был весьма важным фактором. Lockheed Martin включила в свой состав бывшие подразделения самых разных компаний, в том числе General Dynamics, GE, IBM, Goodyear, Westinghouse, Loral и Ford, каждая из них имела собственное наследие. Объединение 18 разных компаний означало наличие 18 разных компьютерных систем, 18 разных систем нумерации изделий, 18 разных подходов к снабжению, 18 способов составления спецификаций, найма сотрудников, оплаты счетов.
Более того, у каждой компании была своя предыстория борьбы за повышение качества: кружки качества, статистический контроль процессов (SPC), непрерывное потоковое производство, шесть сигм, TQM, бережливое производство. Следовательно, стратегии совершенствования Lockheed Martin, с одной стороны, должны были дать людям возможность гордиться традициями своей компании и продолжать их, а с другой - обеспечить слаженную работу в команде.
Движение к этой цели началось в 1998-м, когда менеджмент Lockheed Martin понял, что новое предприятие располагает огромными ресурсами качества и мастерства. Они развернули программу, названную «LM21 - лучшие методы», чтобы сделать накопленные знания и опыт достоянием всей компании.
Ознакомиться с применением в Lockheed Martin метода «бережливое производство + шесть сигм» нам помогли Майк Джойс, вице-президент программы LM21 (программа Lockheed Martin по операционному совершенству), Мэнни Дзулуета, вице-президент Material Acquisition Center - Mid Atlantic Region (MAC-MAR), Джеймс Айзак, директор по совершенствованию поставок Northern Material Acquisition Center, и Майлс Бурке, сертифицированный «черный пояс» и менеджер по усовершенствованию цепочки поставок.
В штате Lockheed Martin 125 тыс. сотрудников, которые работают по всему миру в четырех основных областях: аэронавтика, космические системы, системная интеграция и обслуживающие технологии.
Хотя обмен передовым опытом был неплохим началом, у него имелись свои недостатки:
- что такое «лучший»? В нынешних условиях ведения бизнеса темп изменений становится все быстрее. Уделяя первоочередное внимание лучшим методам, можно упустить из виду потери и возможности совершенствования предприятия в целом;
- люди могут стать самодовольными. Lockheed Martin стремится, чтобы каждый сотрудник ощущал острую необходимость постоянного совершенствования и никогда не думал, что он достиг совершенства. «Лучший» - понятие преходящее;
- система «лучших методов» была слишком гибкой. Поначалу заводы и иные подразделения сами решали, какие из лучших методов они хотят использовать. «Но когда Lockheed Martin производит какое-то изделие, это должно кое-что значить с точки зрения стандартов качества, - говорит Джойс. - Мы не можем позволить нашим подразделениям отказаться от повышения качества, заявив, к примеру, что их интересуют передовые методы развития бизнеса. Качество и скорость обязательны для всех».
Программа LM21 охватывала все подразделения предприятия, она распространялась на все виды работ и была нацелена на повышение производительности и эффективности.
Мэнни Дзулуета
, вице-президент Material Acquisition Center
Поэтому спустя два года приоритеты программы LM21 изменились, и основное внимание стало уделяться не лучшим методам, а непревзойденному качеству работы, при этом была поставлена главная цель - обеспечить бережливое функционирование процессов при качестве на уровне шести сигм.
«Это охватывает всю действующую систему Lockheed Martin, - говорит Джойс, - все, что мы делаем, начиная с выставления счетов заказчикам и закупок до разработок продукции и найма людей». Новый подход LM21 опирается на принципы «бережливое производство + шесть сигм»: вся работа скрупулезно анализируется, выявляются операции, добавляющие ценность, и потери, которые устраняются, а оставшиеся операции совершенствуются. Что еще важнее, LM21 не воспринимается как нечто стороннее или внешнее по отношению к деятельности организации. «Это стратегия, которая помогает менеджерам достичь грандиозных ежегодных показателей и наладить процессы, позволяющие добиться стабильных результатов в долгосрочной перспективе, - говорит Джойс. - Задача всех и каждого - выполнять свою работу и совершенствовать методы ее выполнения».
Подготовка и развертывание
Составной частью развертывания программы LM21 в Lockheed Martin служат важнейшие составляющие инфраструктуры шести сигм. В их числе:
1. Несомненная и явная поддержка со стороны высшего руководства и его участие в программе
Генеральный директор Lockheed Martin Вэнс Коффман во всеуслышание заявил о своей поддержке LM21.
2. Высшее руководство обучено концепциям «бережливого производства + шесть сигм» и их применению
Коффман и его исполнительный комитет в полном составе прошли курс обучения продолжительностью в четыре с половиной дня (два с половиной дня аудиторных занятий и два дня практических занятий, занимаясь корректировкой процесса). Этот курс включал:
- 5 принципов совершенства Lockheed Martin (см. врезку);
- полдня занятий по теме «определение ценности с точки зрения клиента», включая круглый стол с участием клиентов, которые высказывали свое мнение о том, удобно ли иметь дело с Lockheed Martin;
- изучение потоков создания ценности и потоков процессов, включая имитационное моделирование по разработке систем;
- практика структурированного решения проблем.
Пять принципов совершенства Lockheed Martin
Майк Джойс говорит, что для Lockheed Martin было важно заранее определить принципы совершенства, поскольку именно они служат критерием для выбора подхода к выполнению работы. Эти принципы включают элементы как бережливого производства, так и шести сигм.
- Понимать, что представляет ценность с точки зрения клиента. Клиент ценит вас не только за то, что вы ему даете, но и определяет, удобно ли ему иметь с вами дело. Каждый должен понимать, что является ценностью для его клиента. Правильное осмысление этого вопроса - первый шаг, поскольку оно позволяет отнести любую работу либо к добавляющей ценность, либо к потерям. Если вы ошиблись с пониманием ценности, то значит, вся последующая работа будет представлять собой потери!
- Понимать, что такое «потоки создания ценности». Менеджер должен досконально знать, в каких подразделениях организации происходит создание продукта или услуги. Здесь не место догадкам: вы должны записать это, документируя каждый шаг, и быть готовым ответить на вопросы вроде: «Когда мы наблюдали это в последний раз? Где данные этих наблюдений?»
- Глубоко понимать поток работ. Инженеры часто говорят о «вершине пирамиды требований» - важнейшей потребности, которую должен удовлетворять продукт или услуга, и именно эта потребность доминирует по отношению ко всему остальному. При достижении совершенства вершиной пирамиды требований служит проектирование систем, которые оптимизируют поток данных и поток «молекул». Если вы не оптимизируете поток, вы не сумеете добиться оптимальной эффективности.
- Уделять первоочередное внимание времени цикла и «вытягиванию». Цель - сократить время выполнения работы до абсолютного минимума, чтобы вы могли мгновенно реагировать на изменение нужд потребителя.
- Стремиться к совершенству. Для Lockheed Martin это означает качество уровня шести сигм при скорости бережливого производства.
Обучение лидеров имеет еще два важных аспекта:
- поначалу многие члены команды Вэнса Коффмана не выразили особого энтузиазма, узнав, что им придется выделить в своем расписании четыре с половиной дня на обучение. На одном из собраний Майк Джойс спросил их: «Кто из вас прошел курс обучения этому образу мышления?» Из 20 человек руки подняли только двое (один был знаком с шестью сигмами, другой - с бережливым производством). Тогда Джойс сказал, что, если данная команда собирается руководить внедрением в компании метода «бережливое производство + шесть сигм», ей следует представлять, о чем речь. Пройдя курс обучения, представители руководства в один голос заявили, что это был лучший тренинг за все время их работы. Как сказал сам Джойс: «Мы не собирались делать из них “черные пояса” или за два дня кардинально изменить процесс. Но мы надеялись дать импульс, который поможет им действовать в нужном направлении и поддержать программу LM21»;
- команда высших руководителей Lockheed Martin проходила обучение методу «бережливое производство + шесть сигм» в своих подразделениях, а не изолированно. Возник вопрос: «Почему?» Как ответил Джойс: «В конечном счете в программу LM21 нужно привлечь всех сотрудников компании. Поэтому вместо того, чтобы обучать всех вас вместе, я хочу, чтобы вы прошли обучение вместе со своим персоналом в рабочей обстановке. Пусть все увидят, что руководство намерено проводить эту программу в жизнь».
- Основную ответственность за выявление и отбор проектов несет линейное руководство (например, менеджеры подразделений), которые часто выступают в роли спонсоров проекта. Обычно они же являются владельцами процесса, то есть отвечают за поддержание и совершенствование процесса.
- Специалисты в предметной области - это группа из 20 опытных профессионалов, которая подотчетна непосредственно Майку Джойсу. В этом смысле они подобны «чемпионам» шести сигм в других организациях, но в Lockheed Martin они играют гораздо более важную роль. Эти 20 специалистов пришли из различных функциональных подразделений: бизнес-операций, контроля и регулирования денежных операций, управления цепочкой поставок, управления производством, разработки, службы персонала, отношений с клиентами, управления логистикой, управления программным обеспечением и т. д. Их основная цель - в сжатые сроки изучить все, что касается LM21, и содействовать развертыванию программы на каждом участке и в каждом функциональном подразделении. Их задача - быть катализаторами процесса на 36 участках Lockheed Martin и следить за тем, чтобы работа в этих местах велась в русле корпоративной методологии и соответствовала установленным стандартам.
- Компания Lockheed Martin поставила перед собой задачу обучить 1% своих сотрудников, сделав их сертифицированными «черными поясами» (понятие «сертифицированный» означает, что они прошли курс обучения, продолжительность которого составляет несколько недель, выполнили ряд проектов и являются наставниками «зеленых поясов», помогая спонсору и администрации LM21).
- Пройти 40-часовой курс обучения, чтобы стать «зеленым поясом», может каждый желающий. От «зеленого пояса» требуется лишь одно: после обучения он должен возглавить команду, работающую над проектом, позволяющим добиться экономии средств. На сегодня такое обучение прошли 43 из 160 сотрудников группы системной интеграции в Material Acquisition Center, 32 из них имеют сертификаты.
- повышенные требования к менеджерам программ.
До сих пор от большинства менеджеров программ требовали одного - обеспечить клиента тем, что обусловлено контрактом: «Вот затраты, а вот график работ. Обеспечьте своевременную поставку». Теперь им говорят, что этого мало: они должны не только выполнить обязательства по затратам и следовать графику, но и заботиться о совершенствовании методов работы в рамках реализации программы, за которую отвечают. «Это все равно что менять правила в середине игры, - говорит Майк Джойс. - Мы хотим убедиться, что они обладают знаниями и инструментами, которые позволят им быть на уровне возросших требований»; - синхронизация работы всех подразделений предприятия.
Предположим, компания Lockheed Martin сосредоточилась исключительно на рационализации производственных операций и сделала их олицетворением бережливого производства: быстрые, эффективные, работающие по системе «точно вовремя», без ненужных инвестиций в запасы. Однако вся эта работа пойдет насмарку, если работники планового отдела продолжают обрабатывать заказы партиями или если снабжение не устранило дефицит, а поставщики не обеспечили нужного качества или не усовершенствовали конструкцию. Проблемы такого рода могут отразиться на деятельности любой организации, которая не придерживается системного подхода к работе, заботясь о том, чтобы звенья головоломки складывались в единую картину. Неустанное отслеживание всех этих моментов помогает компаниям избежать классического состояния постоянных отказов, которые ограничивают рентабельность инвестиций в «бережливое производство + шесть сигм»; - убедить людей, что им не обойтись без метода «бережливое производство + шесть сигм».
Ваша попытка привнести шесть сигм, и особенно бережливое производство, в сферу услуг, скорее всего, будет встречена одной из двух реплик (и в Lockheed Martin хорошо известны и первая, и вторая). Первая: «Нам это не подходит... Это не имеет никакого отношения к программному обеспечению. юридическим услугам. к (впишите сами)». Вторая: «Видите ли, мы уже это пробовали. Мы делали это десять лет назад. От этого нет никакого толку». На эти возражения Майк Джойс отвечает: «Ладно, давайте понаблюдаем за вашим процессом и выясним, что происходит на самом деле». Он предлагает людям самостоятельно пройти весь процесс, который проходит документ, понаблюдать, что происходит, и собрать данные о текущем состоянии дел. Люди неизменно приходят в изумление от своих открытий. и начинают понимать, что у них предостаточно возможностей для повышения качества, скорости и снижения затрат!
3. Менеджмент на всех уровнях прошел базовую подготовку
Когда обучение прошла команда высших руководителей, базовый курс обязали освоить всех сотрудников Lockheed Martin, которые включены в систему материальных вознаграждений. В данной организации это относилось ко всем, кто занимал директорскую или более высокую должность. Такое пятидневное обучение бережливому производству было организовано в подразделениях и проводилось в группах по 50 человек, пока его не прошли все 5000 менеджеров. (Теперь программа расширилась и распространилась на клиентов и руководителей предприятий-поставщиков, которых обучали способам быстрого достижения результатов.)
4. Внедрение началось с составления карт потока создания ценности
Со стратегической точки зрения отправным пунктом для Lockheed Martin стало составление карты потока создания ценности на уровне программы, поскольку именно на этом уровне осуществляется оптимизация потока в межфункциональном аспекте (программа - это комплекс процессов, который используется для обеспечения конкретного клиента продуктом или услугой). Карта потока создания ценности отражает текущее состояние дел, то есть показывает, что происходит на рабочих местах. Карты потока создания ценности дают возможность оценить операции, исходя из принципов совершенства: создаете ли вы ценность в понимании потребителя? Каковы ваши упущения? Что вы можете сделать, чтобы преодолеть их?
5. Они продолжают строить стабильную инфраструктуру
Все сотрудники вовлечены в проекты по совершенствованию и проходят тренинги по системе «точно вовремя». Проекты в рамках LM21 опираются на внутренний кадровый состав, включающий «черные пояса», «зеленые пояса», спонсоров и тех, кого в Lockheed Martin называют специалистами в предметной области (Subject Matter Experts - SME).
6. Их методы представляют собой сплав бережливого производства и шести сигм.
Учебный план LM и методы совершенствования представляют собой сочетание основных инструментов и принципов бережливого производства и шести сигм, таких как методология DMAIC, выявление семи видов потерь (инструмент бережливого производства), составление карт процессов, работа над сокращением времени цикла и т. д.
7. При первой возможности они взялись за поставщиков.
«Как большинство производителей, мы всегда уделяли большое внимание контролю поступающих материалов, проверяя, соответствуют ли они нашим техническим требованиям и инженерно-технической документации, - говорит Мэнни Дзулуета, вице-президент Material Acquisition Center компании Lockheed Martin. - Потом мы развернули пять или шесть программ, в ходе которых мы работали с основными поставщиками, внедряя на их заводах бережливое производство и шесть сигм, чтобы сделать их лучшими поставщиками... И мы добились, что поступающие материалы стали почти безупречными. Теперь, когда мы получаем материал, нам нужно лишь убедиться, что он поступил в нужном количестве, бегло проверить его состояние, после чего можно отправить его на склад».
Сотрудничество с поставщиками включает широкий диапазон мероприятий: от обучения сотрудников фирмы-поставщика методу «бережливое производство + шесть сигм», которое проводит персонал Lockheed Martin, до проведения симпозиумов, где поставщики могут обменяться опытом.
Однако возможности такого сотрудничества не безграничны. Имея тысячи поставщиков, Lockheed Martin не может проводить подобную работу со всеми. «Мы выявили комплекс критериев, которые позволяют определить, насколько важен для нас тот или иной поставщик, взвесили все за и против, оценили их при помощи системы количественных показателей, - объясняет Дзулуета. - Мы учитывали следующие факторы: насколько успешно поставщики выполняют наши требования, располагают ли они важными для нас технологиями, в какой степени их работа влияет на качество изделий и т. д. Мы составили список из примерно 200 главных поставщиков, с которыми мы все хотим работать».
«Секрет сотрудничества с поставщиками, - говорит Дзулуета, - это тесная связь с руководством компании-поставщика. Все получается, если нам удается привлечь к участию высший менеджмент, поскольку мы считаем, что он обязательно должен заниматься преобразованием процессов. Обычно такая работа с поставщиком занимает несколько месяцев. Нам не обойтись без поддержки высшего руководства. Если в ней не заинтересован президент компании, генеральный директор или генеральный менеджер, скорее всего, дело кончится неудачей».
Опыт в области «бережливое производство + шесть сигм» способствует продвижению
Джеймс Айзак являет собой пример того, как программа LM21 используется для подготовки руководящих кадров. Сейчас он директор по совершенствованию поставок в MAC-MAR, в эту должность он вступил весной 2002 года. До этого он два года работал в роли «специалиста в предметной области». «Мы получили весьма основательную подготовку, - говорит Айзак. - Наряду с ней мы прошли персональное обучение управленческим навыкам, участвуя в работе над успешно реализуемыми проектами и занимаясь повышением производительности».
До того как Айзак был назначен на его нынешнюю должность, он имел лишь косвенное отношение к управлению поставками. «До того как я стал специалистом, я 18 лет работал с Lockheed Martin как инженер-системотехник, - рассказывает он. - Было очень любопытно взглянуть на проектирование с точки зрения снабженца. Теперь я смотрю на то, что происходит с разработками, которыми занимался раньше сам, совсем другими глазами».
Результаты
На сегодня программа LM21 объединяет более 5000 проектов, больше 1000 из которых осуществляются в сфере бизнес-операций (менеджмент, финансовый менеджмент, закрытие сделок, снабжение и т. д.). Первоначально была поставлена задача снизить затраты на $3,7 млрд в течение четырех лет - на деле же сумма экономии приближается к $4 млрд. Как заметил Майк Джойс, в организации таких масштабов, как Lockheed Martin, трудно утверждать, что все это результат LM21, однако внимание, которое уделяется совершенству, несомненно, один из важнейших факторов. Улучшаются и другие показатели бизнеса: у компании рекордное количество заказов; обязательства значительно снизились по сравнению с уровнем на момент слияния; ежегодный приток денежных средств исчисляется миллиардами. Такие перемены (многие из них происходят в сфере оказания услуг) позволили Lockheed Martin создать крылатую ракету нового поколения с теми же возможностями, что и другие изделия, но при вдвое меньших затратах и втрое меньшем времени цикла. Все показатели бережливого производства на уровне подразделений и отдельных проектов значительно улучшились. В ходе многих процессов значительно уменьшилось число «передач из рук в руки», что позволило сократить время цикла и добиться более полного удовлетворения клиента.
Подобные результаты заметны и в сфере производственной деятельности непрофильного характера, которой занимается Lockheed Martin. Сравнимых показателей ускорения и сокращения затрат добилась группа Naval Electronics and Surveillance Systems (военноморских электронных систем и систем наблюдения), которая поставляет продукты и услуги для боевого флота во всем мире, в том числе современные корабельные боевые радиоэлектронные системы в комплексе с коммуникационными системами. Эти результаты отразились и на возможностях Lockheed Martin в отношении новых заказов. К примеру, недавно компания была избрана в качестве одного из основных подрядчиков по Deepwater, самой грандиозной программе Морской пограничной охраны США за все время ее существования.
На эту программу перестройки инфраструктуры военно-морского флота выделены миллиарды долларов, и Lockheed Martin возглавит ее реализацию. Приступая к работе над программой, рассчитанной на 20 лет, компания широко применяет инструментарий метода «бережливое производство + шесть сигм» для определения ценности с точки зрения клиента и выявления важнейших для клиента требований, применяя проектирование по критерию шести сигм и устанавливая тесные связи с новыми поставщиками.
Развивайте свой бизнес
По словам Майка Джойса, важно, чтобы менеджмент не ставил знак равенства между «устранением потерь» и «увольнением людей».
«Цель LM21 состоит не в том, чтобы уволить людей после того, как мы устраним потери, но в том, чтобы совершенствовать нашу деятельность и обеспечить людей работой, добавляющей ценность, не допуская, чтобы они тратили силы впустую, - говорит он. - Устранив потери, мы сможем предложить клиенту более выгодную сделку, что позволит развивать наш бизнес».
Как и любая другая компания, Lockheed Martin признает, что не может гарантировать сотрудникам пожизненного найма. Но работа в рамках программы LM21 расширяет возможности компании получить новые крупные контракты. Сотрудники, которые участвуют в тренингах и проектах LM21, приобретают навыки, позволяющие им лучше обслуживать клиентов, а значит, их шансы на продолжительную работу в компании растут. «Клиент обеспечивает нас работой, - говорит Джойс, - поэтому конечной целью всех и каждого является стабильная занятость».
Непростые задачи
Представьте, как трудно добиться, чтобы 125 тыс. человек начали думать и трудиться по-новому, и вы по достоинству оцените работу, проделанную Lockheed Martin. Компания поставила перед собой задачу -60% сотрудников (около 70 тыс. человек) к 2004 году должны либо пройти недельный курс обучения для получения «зеленого пояса», либо принять участие в недельном проекте. Между тем в компании активно занимаются составлением карт потока создания ценности по всем реализуемым программам (их количество составляет 2000). Среди прочих задач:
Эти данные верны для нормального распределения. Следует учитывать, что далеко не каждый процесс характеризуется нормальным распределением. Подробнее о статистическом контроле процессов: Уилер Д., Чамберс Д. Статистическое управление процессами. Оптимизация бизнеса с использованием контрольныз карт Шухарта. М. : Альпина Бизнес Букс, Альпина Паблишерз, 2009. Прим. науч. ред.
Подробнее о терминах бережливого производства: Иллюстрированный глоссарий по бережливому производству/Под ред. Ч. Марчвински, Д. Шука. - М.: Альпина Бизнес Букс, 2005. Прим. науч. ред.
Подробнее о картах потоков создания ценности: М. Ротер, Д. Шук. Учитесь видеть бизнеспроцессы. Практика построения карт потоков создания ценности. - М.: Альпина Бизнес Букс, 2005. Прим. науч. ред.
Следует учитывать, что Д. Вумек и Д. Джонс, которые «оформили» для американцев японское «бережливое производство» в начале 1990-х гг., начинают именно с ценности для потребителя как одной из центральных идей всей концепции бережливого производства. Прим. науч. ред.
Чрезвычайно популярные у японцев (и, в первую очередь, на Toyota) контрольные карты - основной инструмент снижения вариативности - возникли задолго до концепции шести сигм. Соответственно, трудно согласиться с автором, что бережливое производство (производственная система Toyota) не располагает подобными инструментами. Вообще никакое улучшение качества невозможно без снижения вариации. Прим. науч. ред.
Разработаны на основе работ Джеймса Вумека, автора таких книг, как The Machine that Changed the World and Lean Thinking (существует русский перевод: Д. Вумек, Д. Джонс. Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании. - М.: Альпина Бизнес Букс, 2005). Прим. науч. ред.
Во всем мире "Лин 6 сигм" (Lean 6 Sigma) или "Бережливое производство 6 сигм" является наиболее востребованной методологией для сокращения издержек производства, доведения уровня качества выпускаемой продукции до 99,9% и непрерывного совершенствования процессов.
Интеграция "Бережливого производства" с концепцией "6 сигм" произошла в период с середины 1990-х до 2000-х годов. Новая концепция управления, "Лин 6 сигм", сегодня является лучшим выбором.
Интеграция "Лин" и "6 сигм" произошла за счет добавления проектов "6 сигм" в концепцию "Бережливого производства". Сильные стороны обеих концепций создают мощный синергический эффект от их применения, который можно обобщить следующим образом: фокусирование на потоке создания ценности и сокращении потерь, а также на уменьшении вариабельности процессов осуществляется посредством структурированного решения проблем и применения статистических инструментов и методов.
"Лин 6 сигм" - это бизнес-стратегия и методология непрерывного совершенствования одновременно, которая повышает производительность процесса, приводя к повышению удовлетворенности клиентов и улучшению результатов в финансовом измерении.
Также получил широкое признание тот факт, что "Лин 6 сигм" является эффективным инструментом развития лидерства. Так, Уэлч и Уэлч (Welch and Welch, 2005) отмечают, что "возможно, самой большой, но самой скрытой выгодой "6 сигм" является способность выращивать великих лидеров". "Лин 6 сигм" помогает компаниям процветать в новом мире, в котором клиенты ожидают продукцию без дефектов, быструю доставку и все это за небольшие деньги. Интеграция "Лин" и "6 сигм" произошла в компании General Electric, в которой произошло понимание того, что указанные концепции очень хорошо дополняют друг друга: "Лин" борется с потерями, а "6 сигм" сражается с вариабельностью процессов.
"Лин" и "6 сигм": сходства и различия
Ключевая идея интеграции двух подходов к непрерывному совершенствованию "Лин" и "6 сигм" лежит в области достижения равновесия, сбалансированности между потребностями производителя и потребителя продукции или услуг. Равновесие достигается за счет отхода от негибкого подхода "Лин", несущего риск производства чрезмерно «аскетичной» продукции и подхода "6 сигм", несущего риск чрезмерного увлечения концентрации на уменьшении вариабельности с последующей растратой ресурсов в погоне за нулевыми изменениями. Баланс заключается в создании достаточной ценности с точки зрения клиента, при достаточных ресурсах с точки зрения производителя, с сохранением доли рынка и уменьшением отклонений в процессах до приемлемого уровня, - так, чтобы снизить затраты, не перегружая при этом процессы.
Эффект от интеграции концепций "Лин" и "6 сигм"
Быстрая трансформация организаций сегодня является условием для их выживания, и улучшения при меньших затратах потенциально могут повысить производительность, улучшить качество, сократить расходы, повысить скорость работы, создать безопасные условия труда для персонала и превзойти ожидания клиентов.
Современный мировой финансовый кризис и последовавший за ним экономический спад изменили условия функционирования бизнеса. Компании вынуждены перестраивать свою работу из-за недостатка финансовых ресурсов и изменения структуры спроса. В изменившихся реалиях для руководителей бизнеса становятся критическими вопросы снижения издержек, удержания клиентов, повышения скорости реагирования на меняющиеся внешние условия. Вместе с тем важно обеспечить готовность компании к масштабированию операций с началом экономического роста.
Анализ развития компаний в период предыдущего экономического спада показал, что лидерами индустрий по окончании рецессии стали организации, сумевшие добиться высокой операционной эффективности. Условия, в которых компании оказались сегодня, могут расцениваться как возможность получения новых навыков, которые были мало востребованы на этапе бурного экономического роста - навыков по непрерывному повышению эффективности операционной деятельности и снижению издержек.
Эти навыки, в конечном счете, - единственные, которые обеспечивают формирование и удержание долгосрочных конкурентных преимуществ.
Компания может преследовать различные цели в процессе оптимизации операционной деятельности в зависимости от своего текущего положения и стоящих стратегических задач:
- Достижение лидерских позиций на рынке за счет создания устойчивых конкурентных преимуществ;
- Увеличение пространства для реструктуризации долгов за счет снижения потребности в рабочем капитале и повышения скорости оборачиваемости капитала;
- Увеличение стоимости компании при ее продаже;
- Получение поддержки от государства.
Кроме того, подход к оптимизации операционной деятельности может различаться в зависимости от масштаба желаемых изменений:
- Непрерывное совершенствование деятельности путем реализации точечных проектов, позволяющих достичь быстрых результатов в короткие сроки (до 1 месяца). Примерами таких проектов могут выступать инициативы по оптимизации рабочих мест (5S) , улучшению отдельных операций, не требующих радикальной перестройки процесса;
- Глубокая оптимизация отдельных областей за счет реализации целевых программ совершенствования (от 3 до 6 месяцев). В данном подходе происходит оптимизация всего бизнес-процесса либо совершенствование отдельной функциональной области (например, оптимизация системы поставок или системы обслуживания клиентов);
- Реализация комплексных программ трансформации операционной деятельности (от 1 до 3 лет). В данном случае может происходить как радикальное перестроение основных бизнес-процессов, так и полное изменение операционной модели компании, направленное на достижение качественно новых результатов деятельности.
Независимо от масштаба изменений и их целей, существует проверенный и надежный инструмент, позволяющий компаниям добиться радикального повышения операционной эффективности и удерживать лидирующие позиции на рынке - Lean Six Sigma.
Методология Lean Six Sigma появилась в результате объединения методов Бережливого производства (Lean), основой которого является сокращение потерь и ускорение процессов, и 6 сигм (Six Sigma) , основой которого является улучшение качества и повышение удовлетворенности клиентов (Рис.1).
Оба метода имеют длительную историю успешного применения, однако именно опыт их совместного использования продемонстрировал достижение наибольшего эффекта. В настоящее время методология Lean Six Sigma успешно применяется лидирующими компаниями мира во всех секторах экономической деятельности.
Почему Lean Six Sigma?
Есть несколько причин, почему компании выбирают методологию Lean Six Sigma для оптимизации своей деятельности:
1. Внедрение Lean Six Sigma позволяет ОДНОВРЕМЕННО:
- Ускорить процессы на 20-70%;
- Улучшить качество продуктов и услуг на 20-40%;
- Повысить эффективность на 10-30%
- Значительно повысить удовлетворенность потребителей
2. Обучение методам Lean Six Sigma позволяет:
- Эффективно вовлечь сотрудников компании в процесс оптимизации деятельности и значительно повысить их производительность;
- Привить культуру командной работы и навыков обмена информацией и знаниями;
- Организовать процесс постоянного совершенствования на всех уровнях компании.
Lean в методологии Perform – комплексная система, направленная на повышение удовлетворенности клиентов и эффективности работы команд.
Основные выгоды для компании – рост эффективности и конкурентоспособности
- Повышение эффективности на 20% (в среднем), в т.ч. за счет производительности
- Повышение качества оказываемых услуг и рост удовлетворенности клиентов
- Усиление командной работы, повышение инициативности и вовлеченности персонала
- Развитие и профессиональный рост персонала
- Дополнительное повышение эффективности бизнеса на 5-6% ежегодно
Совещания у доски способствуют сфокусированному обсуждению нагрузки сотрудников и непрерывному совершенствованию
Доски визуализации выполняют роль «дэшбордов», отражающих эффективность работы команды, в т.ч. качественные и количественные КПЭ

Ключевые блоки доски визуализации :
- Индивидуальная и командная производительность
- Проблемы и Идеи
- Новости
- Командный раздел
Совещание у доски – сфокусированная дискуссия, создающая единое информационное пространство для интерактивного обсуждения результатов работы и возможностей по повышению эффективности
- Проводятся командой на регулярной основе
- Все участники команды активно участвуют в совещании, соблюдается ротация модераторов
- Продолжительность – от 15 до 30 минут
- Мотивирует и заряжает команду
Кайдзен-сессия – инструмент для структурированного решения сложных кросс-функциональных задач и генерации идей – структурированный мозговой штурм, направленный на выработку решений по существующим проблемам, а также выявление новых скрытых проблем. Характеризуется строгой последовательностью действий и широким спектром используемых инструментов, контроль хода сессии осуществляется ведущим.

Концепция LEAN Production
Концепцию LEAN Production («бережливое производство») сформировали в Toyota в 1950–е. В шестидесятые Toyota с триумфом ворвалась на авторынок : японские машины оказались и лучше, и дешевле американских. Тогда концепцией LEAN заинтересовались и в других отраслях: энергетике и торговле, услугах и здравоохранении, армии, а позже и в ИТ .
Суть LEAN – делать все возможное, чтобы действительно понять требования клиента и постепенно убрать все лишнее, что не несет для него ценности. То есть сделать так:

Lean IT (бережливые ИТ)
Lean IT (бережливые ИТ) - это бизнес-концепция, которая применительно к работе ИТ-департамента унаследовала строгий Lean-подход (концепция управления производственным циклом предприятия, основанная на постоянном стремлении к устранению всех видов потерь). Ее цель состоит в том, чтобы выполнять бóльшие объемы работы с меньшими затратами, однако при условии, что выгоды, полученные от применения Lean IT, будут не меньше, чем ранее. Однако, если выгоды от внедрения бережливой практики разработки очевидны, то почему ИТ-отделы настолько перегружены ею, что даже не отвечают на запросы бизнес-подразделений по поводу внедрения цифровых процессов?
Проблема в ожиданиях. Дело в том, что после внедрения Lean IT руководство ИТ-департаментов хочет видеть немедленную отдачу, оно буквально зацикливается на этом, наделяя методологию чудодейственными возможностями. В итоге команда, ответственная за внедрение Lean IT, начинает торопиться, и это начинает сказываться на качестве: процессы оказываются небрежно автоматизированными или передаются сторонним поставщикам управляемых услуг без должного контроля за качеством. Многие ИТ-отделы не уделяют достаточного внимания обучению ИТ-персонала, поэтому автоматизированные процессы часто выходят из строя или у самой компании, или у аутсорсера. Таким образом, вместо того, чтобы сотрудничать с бизнес-отделами, ИТ-персоналу приходиться периодически дорабатывать «автоматизированные» процессы, что не оставляет им времени для работы над такими действительно важными проектами, как цифровая трансформация.
Как подойти к Lean IT с правильной стороны?
Первое, что нужно иметь в виду: ИТ-команде не следует спешить с внедрением Lean IT, иначе это приведет к технологическим сбоям. Сначала необходимо создать надлежащую номенклатуру технологических сервисов с описью схемы внедрения для каждого из них. Вот что в ней должно иметься:
- детализированная схема введения сервиса в эксплуатацию, что нужно для его поддержки на начальном этапе и в конце жизненного цикла;
- список задействованного технического персонала и его управленческие роли;
- требования к поставщикам услуг;
- планирование жизненного цикла, контроль качества;
- взаимосвязь с другими отделами.
Также следует иметь в виду, что вотличие от методики Lean на производстве, которая нацелена на сокращение всех видов затрат, Lean IT в софтверной области должна подстраиваться под скорость развития технологии и изменчивость потребностей бизнеса. Это ключевое отличие Lean IT от Lean на производстве - последнее носит гораздо более статичный характер, поэтому основные изменения в нем можно запланировать заранее. Рассчитывая на внедрение Lean IT, стоит учитывать влияние внешних факторов и в особенности прорывных цифровых технологий - все это требует приданию бизнес-процессам цифрового вида и эта работа должна быть проведена силами ИТ-отдела.
Таким образом, для успешного внедрения Lean IT необходима уверенная приспособляемость к изменяющимся бизнес-процессам - даже незначительный поворот в бизнес-стратегии требует от ИТ-специалистов оперативного внесения изменений или добавления новой технологии. Чтобы быть в состоянии реагировать на эти изменения, ИТ-отделу необходимо прибегнуть к динамическому управлению буфером (Dynamic Buffer Management, DBM) - это еще одна наработка из промышленного Lean, но в ИТ она поможет наладить управление услугами, которыми ИТ-отделы должны управлять или создавать. У ИТ-служб всегда имеются ресурсы и передовой опыт для оптимизации рабочих процессов, важно только занять реалистичную позицию с точки зрения текущих темпов цифровых инноваций.
Концепция 6 Sigma
Концепция 6 Sigma была разработана компанией Motorola в 1980-х с целью снижения отклонений в процессах производства электронных компонентов. В основе названия проекта – греческая буква «сигма», которой обозначается статистическое понятие среднеквадратичного отклонения.
В условиях нестабильной и изменчивой экономической ситуации все больше внимания привлекают методы управления, в том числе производством, направленные на преодоление кризисных явлений и повышение эффективности предприятий за счет внутреннего ресурса. Среди передовых подходов, направленных на улучшение показателей деятельности любого предприятия, выделяется концепция «Бережливого производства» (или Lean-система). Внедрение принципов Lean-системы позволяет вывести любую компанию на качественно более высокий уровень: она помогает найти пути для оптимизации бизнес-процессов за счет исключения потерь и неэффективных операций на всех этапах производственного процесса, выявить источники для дальнейшего роста.
Lean Six Sigma - интегрированная концепция, объединяющая наиболее популярные в 90-е годы прошлого столетия концепции управления качеством: концепцию «Бережливое производство» (Lean manufacturing) , сфокусированную на устранении потерь и непроизводительных затрат, и концепцию «Шесть сигм» (Six Sigma), нацеленную на снижение вариабельности процессов и стабилизации характеристик продукции .
Модель «Лин Шесть Сигма» - это комбинация двух популярных за рубежом подходов. Центральная тема концепции Лин - ценность для потребителя. Ее родоначальником стала японская корпорация Toyota , где еще в середине прошлого века были сформированы методы бережливого производства (lean manufacturing). В рамках модели Лин всякая деятельность классифицируется на операции и процессы, добавляющие ценность или нейтральные. Первая группа развивается, вторая рассматривается как потери и устраняется. Популярные решения Лин – это, например, 5S (пять простых шагов к созданию качественной рабочей среды для повышения производительности труда), канбан (система, построенная по принципу «точно в срок», то есть с минимальными складскими запасами), кайдзен (нацеленность на постоянное совершенствование на каждом из этапов создания ценности), TPM (всеобщий уход за оборудованием).
Концепция Lean Six Sigma имеет широкую область применения и может использоваться любыми предприятиями, независимо от размера и сферы деятельности.
Период формирования концепций «Шесть сигм» и «Бережливое производство» приходится на середину 80-х годов прошлого столетия. В то время в сфере производства были установлены самые высокие требования к качеству продукции и экономии ресурсов. Концепция «Бережливое производство» создавалась как методология оптимизации затрат в автомобильной промышленности. Концепция «Шесть сигм» обязана своим рождением программе борьбы с дефектами готовой продукции путем снижения вариабельности процессов при производстве полупроводников. Вполне естественно, что пионерами в применении этих концепций были производственные предприятия. Этапы развития концепций «Шесть сигм» и «Бережливое производство» повторяют этапы развития стандартов на системы менеджмента качества (СМК). Прародителями самых используемых стандартов на СМК ИСО серии 9000 были стандарты, содержащие требования к обеспечению качества для военной промышленности, позднее - для автомобилестроения и машиностроения.
«Шесть Сигма» – это методология оптимизации процессов, опирающаяся на математические модели. Ее сформировали в компании Motorola , но широкую известность она получила после адаптации для General Electric . Название происходит от статистического понятия среднеквадратичного отклонения, обозначаемого греческой буквой σ - сигма. Зрелость производственного процесса оценивается посредством расчета выхода бездефектной продукции. Чем показатель меньше, тем стабильнее производство. Считается, что высший уровень «Шесть Сигма» дает не более 3,4 случаев брака на миллион операций .Какое-то время концепция Лин и методика «Шесть Сигма», развиваясь параллельно, конкурировали друг с другом, находя своих сторонников и противников. Многие компании используют комплексный вариант «Лин Шесть Сигма». Ведь интегрированное решение позволяет получить экономический эффект как за счет снижения потерь, так и благодаря построению стабильных и контролируемых процессов.
Начало 90-х годов прошлого столетия можно охарактеризовать как время активного использования стандартов на системы управления и концепций «Шесть сигм» и «Бережливое производство» в нетрадиционных для них сферах. Все нарастающая конкуренция подталкивала производителей услуг и интеллектуальной продукции, государственные и общественные организации к поиску новых путей поддержания и повышения спроса. С точки зрения консультантов, перспективы адаптации стандартов и концепций управления качеством к потребностям предприятий в этих сферах были чрезвычайно широки. Например, в настоящее время в сфере услуг производится 80% валового национального продукта . Пройдя многократную апробацию на предприятиях как производственной, так и непроизводственной сфер, концепции «Шесть сигм» и «Бережливое производство» обрели универсальность. В результате название «Lean manufacturing» - «Бережливое производство» - трансформировалось в «Lean» - «Бережливое управление». К середине 90-х концепции «Шесть сигм» и «Бережливое управление» стали одними из наиболее востребованных направлений консалтингового бизнеса в управлении качеством.
Соотношение «числа успешных внедрений» к «общему числу внедрений» у них выше по сравнению с другими методами и концепциями менеджмента качества. Кроме субъективных факторов успеха, обусловленных стараниями учебных центров и консалтинговых фирм, есть и ряд объективных факторов. Применительно к концепции «Шесть сигм» среди факторов успеха выделяется самый существенный - высокая организованность. Высокая организованность - это одна из наиболее отличительных особенностей американского бизнеса, которая выражается в следующем:
- вся деятельность проводится в рамках проектов, каждый из которых имеет установленные цели, сроки, бюджет, распределение ответственности и полномочий, требования к определению рисков, ведению записей и т. д.;
- требования к знаниям и умениям персонала, задействованного в проектах, четко определены и классифицированы по категориям («черный пояс», «зеленый пояс» и т.д.);
- ход каждого проекта регулярно отслеживается с помощью установленной системы измеряемых показателей - «метрик».
Существует несколько факторов успеха концепции «Шесть сигм». Процедура ее внедрения сформулирована в Справочнике американского инженера по качеству как «определение, выбор и исполнение проектов». Наибольшее внимание при этом уделяется выбору проектов, который должен быть обоснован как с точки зрения наибольшей экономической целесообразности, так и с точки зрения возможности выполнения на практике. Интересно отметить, что специалист, имеющий «черный пояс», несмотря на наемный характер своего труда, обладает всеми преимуществами внешнего консультанта, а именно:
- он независим и может выносить беспристрастные оценки и суждения;
- он не воспринимается коллегами как «один из нас», к его мнению прислушиваются как к мнению эксперта в вопросах улучшения качества;
- репутация и дальнейшая карьера специалиста категории «черный пояс» полностью определяется успехом реализуемых им в рамках концепции «Шесть сигм» проектов, чем объясняется его высокий уровень мотивации.
Специалисты, имеющие «черный пояс», могут наниматься на условиях как частичной, так и полной занятости. Для оценки результатов их деятельности устанавливаются «нижняя и верхняя границы допуска» - за год работы специалист такой категории, нанятый на полную рабочую неделю, должен принести предприятию экономию от $500 тыс. до $1 млн. Выход за пределы нижней границы допуска означает несоответствие квалификации, превышение верхней границы маловероятно. Концепция «Бережливое управление», впервые сформировавшаяся на японских предприятиях, имеет другие факторы успеха. Высокая организованность является уже не фактором достижения успеха, а получаемым результатом. Достигаемая высокая организованность процессов (как основных, так и вспомогательных) позволяет предприятию сэкономить значительный объем ресурсов. Помимо того что концепция «Бережливое управление» подразумевает принципиально новые подходы к культуре менеджмента и организации предприятия, она также предлагает набор инструментов, позволяющих удешевлять и ускорять процессы. Основные инструменты уже хорошо известны специалистам по качеству: точно вовремя (just in time), 5S, кайдзэн (концепция непрерывного улучшения), управление потоком создания ценностей (value stream management), покэ-ёка (метод защиты от ошибок) и др. В этом списке специалисты-практики выделяют «управление потоком создания ценностей» как один из наиболее результативных инструментов в достижении целей концепции «Бережливое управление».
Концепцию «Шесть сигм», имеющую американские корни, роднит с японской концепцией «Бережливое управление» обоюдный интерес к отдельно взятому процессу. Это существенным образом отличает их от многих «маститых предшественников», ориентированных на всеобщий охват, и роднит с концепциями нового поколения, такими, как «реинжиниринг бизнес-процессов». Концепции «Шесть сигм» и «Бережливое управление» идеально дополняют друг друга.
Концепция «Бережливое управление» не устанавливает требований к форме реализации концепции и требуемой для этого инфраструктуре. Поэтому успех «Бережливого управления» во многом зависит от инициативности и организаторских способностей менеджеров, однако при смене менеджеров все может рухнуть. Концепции «Бережливое управление» недостает формализованных обязательств со стороны высшего руководства, формализованного обучения, запланированного выделения ресурсов, отслеживания успеха с принятием корректирующих действий и т. д.
Концепция «Бережливое управление» не достаточно сфокусирована на запросах потребителей. Их удовлетворение непосредственно не связано с ее основной целью - устранением потерь и непроизводительных затрат. В концепции же «Шесть сигм» фокус на потребителей - ключевой элемент. Это подтверждается тем, что все основные метрики этой концепции построены на отслеживании взаимосвязи параметров процесса и характеристик продукции со спецификациями, установленными потребителями. Ключевой принцип концепции «Шесть сигм» DMAIC начинается с определения требований потребителей: Define - определяй, Measure - измеряй, Analyze - анализируй, Improve - улучшай, Control - управляй.
В концепции «Бережливое управление» дефекты и несоответствия признаются одним из основных источников потерь на предприятии. В то же время в ней не рассматриваются методы статистического управления процессами для устранения потерь. Концепция «Бережливое управление» не ориентирована на поиск источников вариабельности процессов и путей снижения вариабельности, что является одним из основных элементов концепции «Шесть сигм».
Дефекты - главная мишень концепции «Шесть сигм» - являются только одним из многих видов потерь на предприятиях. В классической теории концепции «Бережливое управление» выделены семь видов потерь: перепроизводство, ожидание, транспортировка, не добавляющая ценности деятельность, наличие запасов, перемещение людей, производство дефектов. Многие авторы выделяют дополнительные виды потерь. Например, «ложная экономия», заключающаяся в использовании дешевого и некачественного сырья и материалов, «многообразие» как результат применения неунифицированных элементов в процессах.
В концепции «Шесть сигм» не проводятся параллели между качеством и удовлетворенностью потребителей, с одной стороны, и продолжительностью и скоростью выполнения процессов, с другой. В то же время продолжительность процесса напрямую связана с удовлетворенностью потребителей при оказании услуг, а для процессов производства - с замороженными средствами в виде запасов, находящихся в режиме ожидания. В концепции «Бережливое управление» анализ времени как одного из основных ресурсов процесса является ключевым направлением.
Набор инструментов концепции «Шесть сигм» ограничивает возможный крут решаемых задач. Улучшение процесса в рамках методологии «Шесть сигм» проводится, в основном, путем снижения вариабельности процессов статистическими методами и перепроектирования процессов с использованием метода DFSS (Design for Six Sigma - проектирование для концепции «Шесть сигм»). В методологии «Шесть сигм» упускаются такие возможности для улучшения процесса, как сокращение непроизводительной деятельности, снижение времени ожидания, уменьшение запасов и транспортных расходов, оптимизация рабочих мест и др. Все перечисленные возможности в полной мере реализуются концепцией «Бережливое управление».
Восполнение описанных выше «пробелов» в рамках интегрированной концепции Lean Six Sigma приведено в таблице
| Основные элементы концепции | Концепция «Шесть сигм» | Концепция «Бережливое управление» | Интегрированная концепция Lean Six Sigma |
| Формализованные обязательства руководства | √ | √ | |
| Формализованное распределение ресурсов | √ | √ | |
|
Формализованное обучение и распределение Ответственности и полномочий |
√ | √ | |
|
Градация вовлеченных в проекты специалистов |
√ | √ | |
|
Реализация концепции в форме «определение, выбор и Исполнение проектов» |
√ | √ | |
| Краткосрочные проекты улучшения - кайдзэн | √ | √ | |
| Мониторинг с использованием метрик | √ | √ | √ |
| Использование принципа DMAIC при исполнении проектов | √ | √ | |
|
Использование статистических методов для уменьшения Вариабельности процессов |
√ | √ | |
|
Выявление и устранение потерь и непроизводительных Затрат в процессе |
√ | √ | |
| Повышение скорости функционирования процесса | √ | √ | |
| «Вытягивающий» принцип функционирования процесса | √ | √ | |
| Снижение затрат, вызванных «многообразием» | √ | √ | |
|
Устранение потерь, появляющихся в результате «ложной Экономии» |
√ | √ |
Из этой таблицы видно, что в концепции Lean Six Sigma ответы на вопрос «как организовать деятельность?» взяты из концепции «Шесть сигм», а на вопрос «что делать?» - в основном, из концепции «Бережливое управление». При этом концепция Lean Six Sigma использует объединенный набор измеряемых показателей (метрик) и объединенный набор методов и инструментов реализации совершенствования. Пример набора методов и инструментов, используемых в концепции Lean Six Sigma, приведен ниже.
| D-определяй | М - измеряй | А - анализируй | I - улучшай | С - управляй |
|
Анализ Кано Картирование процесса Финансовый анализ Расстановка приоритетов |
Контрольные карты Диаграммы Парето Гистограммы Оценка эффективности цикла процесса План Сбора данных |
Диаграммы Парето Диаграммы Исикавы («рыбья кость») FMEA Определение непроизводительных затрат Идентификация «ловушек времени» Оценка ограничений |
Обоснование размера партии 5S Гипотетическое тестирование Матрица выбора Решений |
Контрольные карты Визуальный контроль процесса План обучения План информирования План Стандартизации |
Практика использования концепции Lean Six Sigma на западных предприятиях позволяет собственными силами в короткие сроки (около года) добиться результатов:
- снижение себестоимости продукции и услуг на 30-60%;
- сокращение времени предоставления услуг до 50%;
- сокращение количества дефектной продукции примерно в 2 раза;
- повышение без дополнительных затрат объема выполненных работ до 20%;
- снижение стоимости проектных работ на 30-40%;
- сокращение времени выполнения проектов до 70%.
Графическое сравнение результатов деятельности предприятия с использованием интегрированной концепции «Шесть сигм» + «Бережливое управление» с результатами концепций «Шесть сигм» и «Бережливое управление», применяемых по отдельности, приведено на рисунке.
Есть два основных признака, свидетельствующих о наличии устранимых потерь в процессах. Первый признак - любые изменения, происходящие на предприятии, например, увеличение или уменьшение объемов производства, расширение ассортимента, организационные изменения, инновации и т.д. Второй признак - недостаточное документирование процессов и недопонимание сущности процессов сотрудниками, вовлеченными в процесс.
Прежде чем отвечать на вопрос "будет ли это работать?", стоит рассмотреть пример, когда не «заработал» один из семи простых инструментов качества - метод стратификации данных. После семинара в одной из консалтинговых фирм специалист предприятия решил проанализировать накопленные данные о дефектах.
Дефекты на предприятии выявлялись методами:
- методом акустической эмиссии,
- ультразвуковым контролем,
- вихретоковым методом,
- магнитопорошковым и др.
На предприятии не существовало классификации видов дефектов, которые можно было связать с причинами возникновения дефектов. Массив данных был расслоен по методам выявления дефектов и затем проведен анализ данных за весь период. Такой анализ результатов не дал, провести другой анализ природа данных не позволяла. В итоге статистические методы были забыты, а борьба с браком вылилась в увеличение штрафов.
Чтобы начать проекты по улучшению не нужно знать в совершенстве весь набор инструментов и метрик Lean Six Sigma. Принцип 20/80 справедлив и в отношении востребованности знаний специалистов категории «черный пояс». При реализации 80% проектов используется менее 20% изученных этими специалистами инструментов. Сложность применения концепции Lean Six Sigma кроется в простоте отдельных ее элементов. Большая часть проблем связана с неправильным сбором и подготовкой данных, как в описанном примере. Существует несколько основных принципов, сопутствующих успеху, как в применении простых статистических методов, так и при реализации концепции Lean Six Sigma:
- заинтересованность руководства;
- выделение ресурсов;
- опыт успешных проектов.
При реализации концепции Lean Six Sigma к ресурсам относят оплаченное время персонала, затраты на его обучение и на приобретение средств, необходимых для подготовки и выполнения проектов. Руководство должно получить объем знаний, необходимый для контроля и управления этой деятельностью. Калькуляцию необходимых часов обучения и затрат рабочего времени на реализацию проектов можно найти в любом учебнике по концепции «Шесть сигм». Лидер проекта должен иметь практический опыт участия в успешных проектах по улучшению. При всей важности обучения, опыт участия в одном успешном проекте стоит изучения десятков примеров из практики.
, PDMСинтез двух проверенных и популярных методов менеджмента и оптимальной настройки производственного процесса, которые дополняют друг друга, получил название Lean Six Sigma.
Целью интегрирования концепций было создание системы с синергетическим эффектом, которая могла бы применяться на любых предприятиях независимо от сферы деятельности и размера.
Концепция «Шесть сигм» восполнила некоторые несовершенства концепции «Бережливого производства» и наоборот.
Опыт применения комплексного синтезированного процесса был впервые описан в 2001 году, а через 2 года вышло уже несколько книг с подробным рассмотрением теории и практики Lean Six Sigma. В итоге стало понятно, что концепции условно «поделили» между собой всё процессуальное многообразие: «Lean» показывала, что нужно делать, а Six Sigma – как для этого организовать деятельность.
В чём концепции дополняют друг друга?
Концепция «Бережливого производства», изменив культуру производства, со временем расширила инструментарий, включила идеи потока создания ценностей, метода защиты от ошибок, и трансформировалось в «Бережливое управление» (Lean).
К концу 20 века обе эти концепции (Lean и Six Sigma) были наиболее востребованными направлениями бизнес-консалтинга в управлении качеством, поскольку количество успешных внедрений по отношению к общему количеству внедрений у них оказалось выше, чем у других методов менеджмента качества. Вместе же они демонстрировали ещё большую эффективность.
Чем Six Sigma дополняет Lean :
- Lean не устанавливает требований к инфраструктуре, необходимой для реализации концепции. Решение этого вопроса зависит от инициативности менеджеров и их организаторских способностей, а при смене состава менеджеров, возникают сложности с переходом. Six Sigma помогает формализовать обязательства высшего руководства предприятия, сформировать план выделения ресурсов и контроля успешности их освоения.
- В концепции Lean не так строго, как в Six Sigma, определён фокус на запросы потребителей. Удовлетворение запросов от устранения производственных затрат и непроизводственных потерь зависит опосредовано, в то время как в «Шести сигмах» с определения потребительских требований начинается описание принципов концепции DMAIC: Define, Measure, Analyze, Improve, Control (рус.: Определяй. Измеряй. Анализируй. Улучшай. Управляй).
- Дефекты, в рамках концепции Lean, названы в качестве основных источников производственных потерь, но методы статистического управления для их устранения прописаны в «Шести сигмах».
Чем Lean дополняет Six Sigma :
- «Шесть сигм» описывают методы устранения дефектов, но, кроме дефектов, в «Бережливом управлении» названы ещё факторы ожидания, транспортировки, перепроизводства, наличия запасов, перемещения людей и деятельности, не добавляющей ценности. Иногда практики выделяют ещё использование некачественного сырья («ложная экономия») и многообразие, как следствие неунифицированных составляющих процесса.
- «Шесть сигм» не объясняет связи между удовлетворённостью потребителей (качеством) и продолжительностью процессов. Благодаря системе Lean в качестве ключевого вводится понятие «времени».
- Lean расширяет круг задач, который описывает «Шесть сигм», добавляя устранение непроизводительной деятельности, оптимизацию рабочего места, уменьшение запасов, сокращение транспортных расходов и др.
При этом, для обеих базовых систем характерна ориентация на отдельно взятый процесс (в отличие от предшествующих им концепций, пытающихся осуществить всеобщий охват). Это своеобразие сохранила и синтезированная концепция.
Применение системы Lean Six Sigma в отраслях
Обе базовые системы, которые создали синергетическую концепцию Lean Six Sigma – это «живые» системы. Пройдя многократные «испытания» в производственной и непроизводственной сферах, концепции стали универсальными – применимыми с равным успехом в различных отраслях. На примере логистики можно показать применение комплекса «Бережливое производство» + «Шесть сигм» в сфере услуг.
 Время выполнения заказа, согласно формуле Литтла, равняется объёму незавершённого производства, разделённому на среднюю скорость выполнения работы (количество работы, которую выполняет один сотрудник за отрезок времени). Для сокращения времени выполнения заказа синтез систем Бережливое производство и 6 сигм в логистике ориентирован на оптимизацию по 3-м главным направлениям:
Время выполнения заказа, согласно формуле Литтла, равняется объёму незавершённого производства, разделённому на среднюю скорость выполнения работы (количество работы, которую выполняет один сотрудник за отрезок времени). Для сокращения времени выполнения заказа синтез систем Бережливое производство и 6 сигм в логистике ориентирован на оптимизацию по 3-м главным направлениям:
- Логистический процесс – это медленный процесс, что делает его дорогостоящим. (Более 50% медленных процессов, связаны с потерями, не добавляющими стоимость).
- Скорость услуг в логистике снижается из-за значительной доли незавершённого производства. Как следствие – порядка 90% времени работа считается незаконченной, что снижает потребительскую удовлетворённость.
- Направление основывается на принципе Парето, характерном для медленных процессов: 80% издержек становятся результатом 20% действий. При выявлении и сокращении этих 20% своевременность увеличивается до 99%.
Специфика логистики ещё и в том, что на неё приходится около трети объёма продаж. Вычисления показывают, что 10% дефектов в логистике на 38% увеличивают время выполнения заказа и на 53% – объём незавершённого производства. Значительная часть расходов относится к возвратной логистике. В зависимости от инициатора возврата причиной может быть:
- неудовлетворённость конечных потребителей, реализующих гарантию возврата денег,
- проблемы с установкой и использованием (с последующим возвратом брака),
- ремонтные работы, связанные с многократными пересылками товара в обе стороны,
- истечение срока годности и экологическая безопасность и др.
Например, в Интернет-торговле США возврат электроники и высокотехнологичных продуктов по разным оценкам достигает 50-80%. Это увеличивает количество проблем у отрасли, которая изначально создавалась и настраивалась на прямое перемещение, без масштабного обратного потока, и которая не готова была к ведению возвратной бухгалтерии, утилизации товара и др.
Из вышесказанного следует, что возвратный поток следует настраивать так же тщательно, как и прямой, одновременно сокращая число операций, не добавляющих стоимости. В этом могут помочь, например, компьютерные программы, которые были бы совместимы с системами информации всех отделов и позволяли бы формировать групповые заказы, сортируя их по срокам поставок, видам продукции, приоритетам и т. д.. Общие задачи при этом остаются такими же, как и производстве продукции – снижение вариабельности на входе, уменьшение числа переключений между задачами, стандартизация платформы внутри цикла с сохранением ассортимента, удовлетворяющего потребности клиента и др.
Логистика представляет собой частый случай применения концепций «Бережливое производство» и «Шесть сигм» в сфере услуг, но иллюстрирует общие особенности применения системы.
Эффективность Lean Six Sigma в цифрах
Внедрение Lean Six Sigma отражается как на экономическом росте, так и на улучшении атмосферы внутри коллектива, что, в конечном счёте, тоже отражается на экономике – возникает культура слаженной работы в команде, быстрый обмен информацией и специфическими знаниями. В итоге внедрение интегрированной концепции:
- ускоряет процессы на 20-70%;
- улучшает качество услуг и выпускаемых продуктов на 20-40%;
- повышает общую эффективность на 10-30% (по сравнению с обособленным внедрением одной из базовых систем).
Нередко внедрение концепции сталкивается с большими трудностями, чем ожидалось. Срабатывает «человеческий фактор», возникают внутренние противоречия в требованиях, статистический процесс становится самоцелью, а не методом обнаружения дефектов.
В числе распространённых ошибок упоминают и перегруженность поставленными перед собой задачами, когда, например, на 100 выявленных потребностей клиентов приходится 100 технических преобразований. Но этот, на первый взгляд, «подъёмный» объём предполагает планирование и регулирование порядка 10 тысяч взаимосвязей, что заметно усложняет внедрение. В таких случаях советуют не преобразовывать сразу всё, а сосредоточится на критичных для клиента потребностях, отобранных с помощью списка приоритетов.